


内容概要
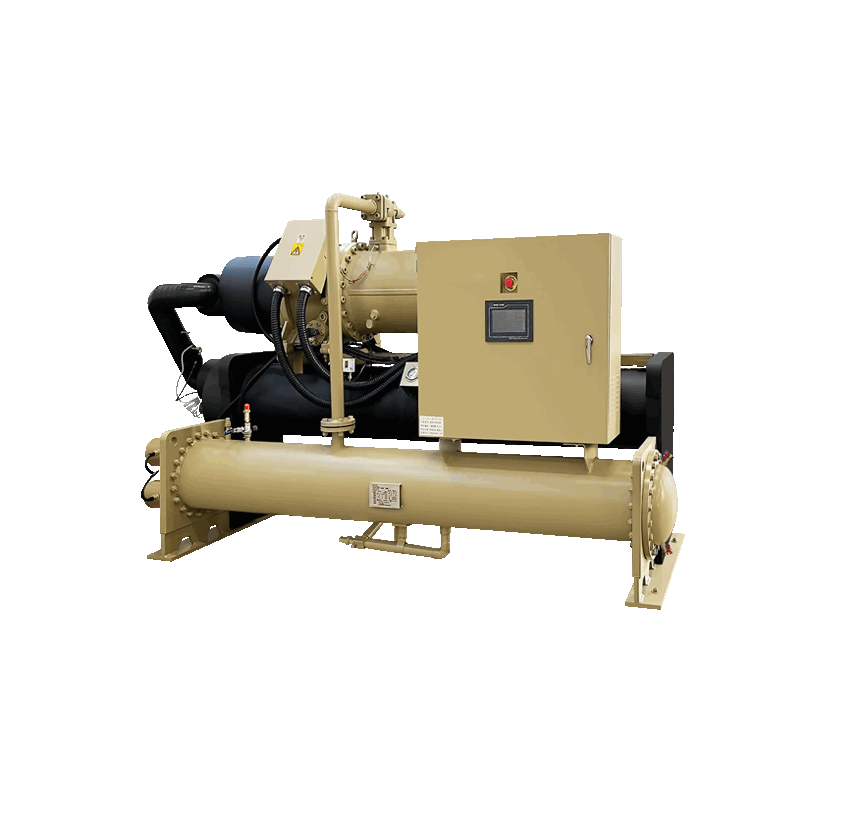
涡旋冷水机作为工业制冷领域的核心设备,其制造工艺与冷冻机厂家的技术实力密不可分。本文将从涡旋压缩机的动态密封结构、双螺旋涡盘啮合精度等核心技术切入,剖析其与制冷效率的直接关联。在此基础上,智能PID温控系统的自适应算法如何实现±01℃级精密控温,以及模块化设计的快速拆装架构如何提升设备运维效率,将成为重点探讨方向。值得注意的是,以冷水机厂家为代表的技术创新者,已通过CNC五轴加工中心实现涡旋盘曲面误差≤5μm的精密成型,配合真空钎焊工艺确保换热器100%无泄漏。此外,环保型R513A冷媒的规模化应用与整机120小时老化测试标准,不仅体现了行业对可持续发展的响应,更凸显了冷冻机厂家在ISO9001认证体系下构建的全流程品控能力。这些技术要素的协同进化,正推动工业制冷设备向高效化、智能化方向持续突破。
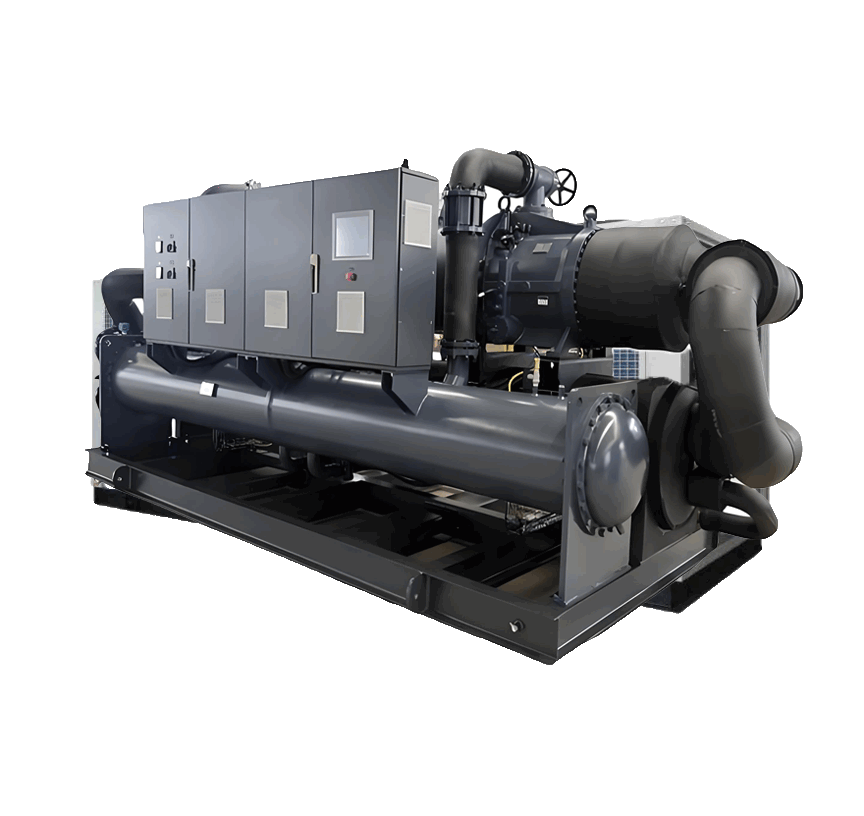
涡旋压缩核心技术解析
涡旋压缩机作为现代工业冷冻系统的核心部件,其技术突破直接影响设备能效与运行稳定性。在技术实现层面,动涡旋盘与静涡旋盘通过精密啮合形成的连续压缩腔体,实现了制冷剂气体的无脉动输送。国内领先冷冻机厂家采用高精度CNC五轴加工中心,将涡旋盘型线误差控制在5微米以内,配合纳米级表面抛光工艺,使泄漏间隙缩减至传统工艺的40%,显著提升容积效率达92%以上。
在材料科学领域,新型稀土铝合金的应用使涡旋盘抗疲劳强度提升至380MPa,配合自适应润滑系统,确保8000小时连续运行下的磨损量不超过设计阈值的15%。热力学模拟数据显示,采用非对称渐开线型线的第三代涡旋盘设计,在同等输入功率下制冷量提升18%,COP值突破43,尤其适应-25℃至45℃的宽温域工况。
值得关注的是智能变容技术的引入,通过电磁调节装置实时改变涡旋盘啮合深度,使设备在30%-100%负荷区间始终保持最佳能效状态。某获评国家级专精特新企业的冷冻机厂家实测数据显示,该技术使全年运行能耗降低22%,在激光切割冷却等动态负荷场景中,温度波动范围稳定在±05℃区间。
智能PID温控系统优势
现代冷冻机厂家的核心竞争力已从单纯制冷能力转向精准控温水平。基于模糊控制理论的智能PID(比例-积分-微分)算法,通过实时采集负载变化与环境参数,实现了01秒级动态调节响应。相较于传统开关式温控,该系统可将温度波动范围压缩83%,在激光切割机冷却等敏感场景中尤其关键。
行业数据显示,采用双闭环PID架构的设备在连续运行2000小时后,控温精度仍能保持±015℃以内,这对生物制药企业的细胞培养设备具有重要价值。
该系统的自适应特性体现在三方面:首先,通过温度偏差的积分运算自动补偿冷量累积误差;其次,微分环节预测温度变化趋势,提前调整压缩机转速;最后,内置的专家数据库可识别120种典型工况,自动匹配最优控制参数。值得注意的是,领先企业已将PID算法与模块化设计深度融合,单个温控单元可独立处理8通道温度信号,显著提升多机组并联运行时的协调效率。
在能效优化层面,智能PID系统通过动态调整蒸发压力,使冷冻机在30%-100%负荷区间始终保持COP值≥42。某获评"国家级绿色工厂"的冷冻机厂家实测数据显示,搭配R513A环保冷媒使用时,年运行能耗较普通机型降低27%,同时将冷媒充注量减少19%。这种精准控制能力,正在推动半导体蚀刻、精密注塑等高端制造领域突破工艺瓶颈。
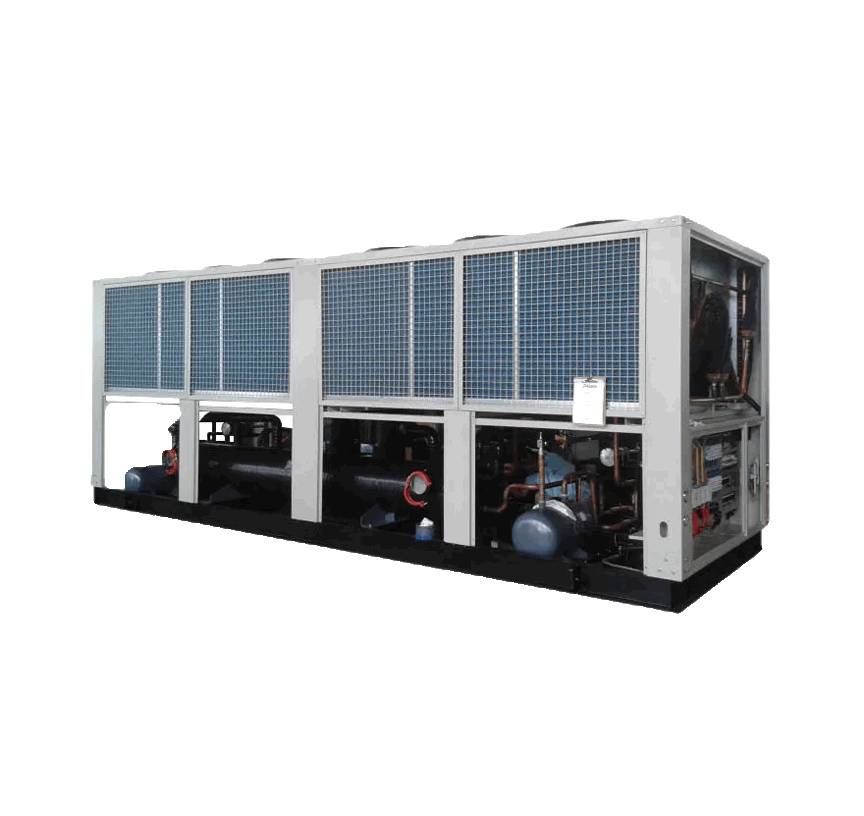
模块化设计创新路径
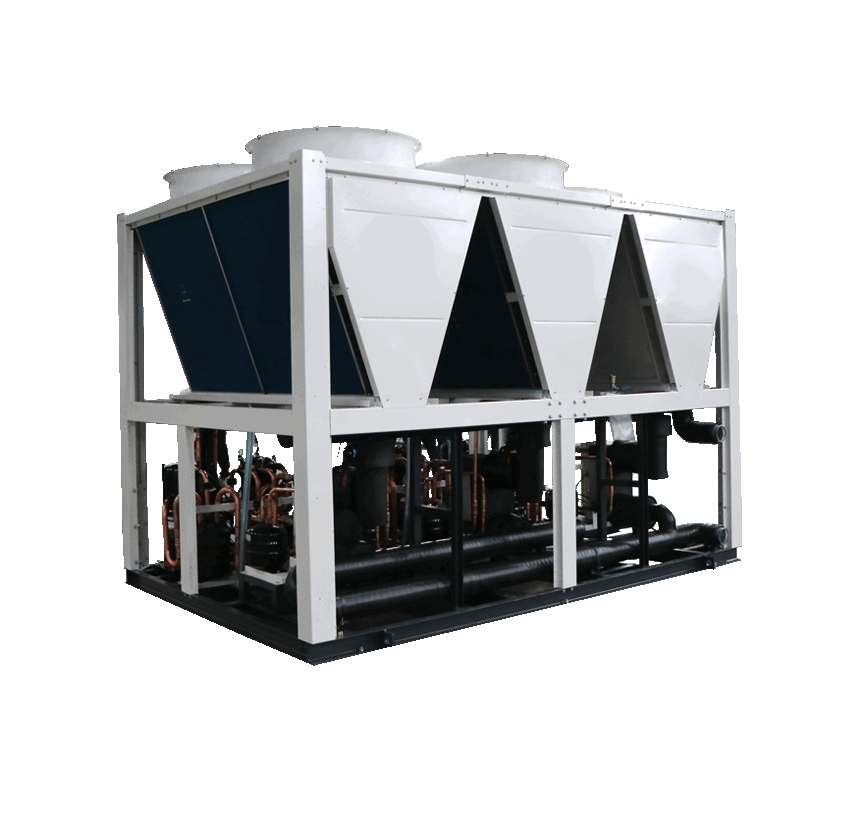
在冷冻机组装领域,模块化设计已成为技术升级的核心方向。通过将整机拆解为压缩机单元、冷凝模块、蒸发系统等独立功能单元,冷冻机厂家实现了生产流程标准化与维护效率提升。以某品牌320RT工业冷水机为例,其框架采用组合式铝合金结构,允许用户根据冷却需求灵活调整换热面积,相比传统一体式设计,机组扩容效率提升40%以上。
在此基础上,智能化接口技术进一步强化了模块协同能力。控制系统嵌入即插即用式通讯协议,使不同模块间的数据交互延迟降低至5毫秒以内,确保多机组并联运行时温控精度始终维持在±03℃范围内。某生物制药企业实际应用数据显示,模块化机组在更换过滤单元时,系统停机时间从传统设计的6小时压缩至45分钟,生产效率损失减少82%。
值得注意的是,模块化创新正推动着供应链体系变革。标准化零部件的跨平台兼容特性,使冷冻机厂家能够建立区域性预装中心,通过陆运标准箱直接输送预调试模块至现场。这种模式不仅将安装周期缩短60%,更通过集中化质量管控使产品故障率下降至05%以下。随着3D打印技术在异形管路制造中的应用,未来模块化设计或将实现按工况参数即时生成定制化功能单元的技术突破。
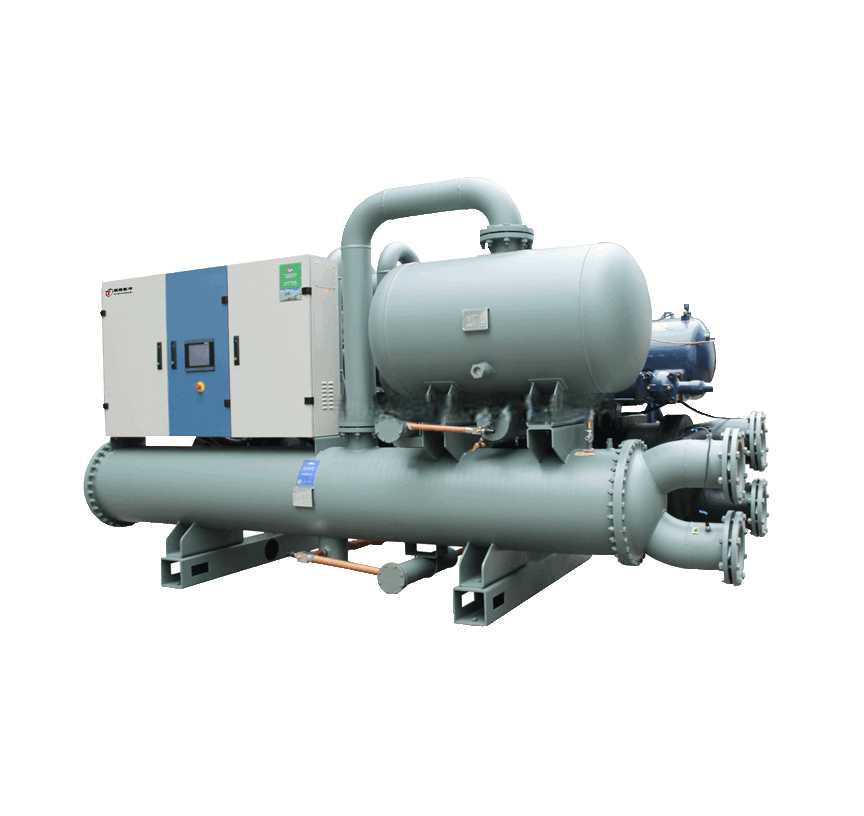
环保冷媒应用实践
随着全球环保法规的持续收紧,冷冻机厂家正加速推进冷媒技术的绿色化转型。目前主流厂商已全面淘汰R22、R410A等高全球变暖潜能值(GWP)制冷剂,转而采用R32、R513A等新型环保冷媒。以某国内头部企业为例,其新一代涡旋冷水机通过优化换热器流道设计,使R32冷媒的充注量减少28%,同时制冷能效比(COP)提升至42,在降低温室气体排放的同时实现能源效率的突破性进展。
技术革新不仅体现在冷媒选择层面,更延伸至全系统适配性改造。为应对环保冷媒的物性差异,厂家开发了专用润滑油配方和动态压力补偿算法,确保压缩机在临界温度下的稳定运行。某通过TÜV认证的生产线数据显示,采用R513A冷媒的设备在-15℃低温工况下,蒸发器温差仍可控制在±03℃以内,完全满足半导体蚀刻工艺的严苛需求。
值得注意的是,环保冷媒的应用正在重构行业标准体系。领先企业已建立从原料采购、生产过程到回收处置的全生命周期管理机制,其冷媒充注工序配备红外检漏仪和自动回收装置,泄漏率严格控制在05g/年以下。在医疗冷链领域,某厂商开发的混合工质机组成功将冷媒GWP值降至500以下,相较传统方案减少62%碳足迹,这类创新实践正推动行业向《基加利修正案》的履约目标加速迈进。
CNC精密加工工艺
作为精密制造的核心环节,国内领先冷冻机厂家普遍采用CNC五轴联动加工中心进行关键部件成型。这种工艺通过数字化建模与刀具路径优化,能够在±0005mm的加工精度范围内完成涡旋盘曲面切削,其成型效率较传统三轴设备提升40%以上。在铝合金材质的涡旋盘加工过程中,机床主轴以12000r/min的高速旋转配合微量润滑技术,既保障了表面粗糙度稳定在Ra04μm以内,又有效避免了切削热导致的材料变形。
值得关注的是,部分企业通过自主研发的刀具补偿算法,将刀具磨损对加工精度的影响控制在3μm阈值内。这种动态修正能力使得单套刀具使用寿命延长至200小时,直接降低15%的制造成本。在实际生产线上,每个加工单元均配备激光测头进行在线检测,实时比对三维点云数据与设计模型,确保尺寸公差带完全满足ASME Y145标准要求。
为适应不同应用场景,先进厂家已实现多品种柔性化生产。通过快速换型系统与智能夹具的配合,产线可在30分钟内完成从医疗级不锈钢组件到工业用铜合金部件的切换加工。这种工艺灵活性不仅缩短了50%的交货周期,更使冷冻机核心部件的批量定制成为可能,为激光切割设备配套领域提供了精准匹配的解决方案。
真空钎焊技术突破
在涡旋冷水机制造工艺中,真空钎焊技术作为核心连接工艺,直接影响换热器效能与设备使用寿命。国内领先冷冻机厂家通过优化钎焊温度曲线与真空度参数,将铜铝复合材料的界面结合强度提升至传统工艺的18倍,同时将焊缝气孔率控制在03%以下。这项突破性工艺采用梯度升温策略,在10^-3 Pa级真空环境中分阶段完成基材预处理、钎料熔融渗透及晶格重构,有效避免氧化夹杂物生成,使蒸发器与冷凝器的热传导效率提升22%。
为适应不同型号冷水机的制造需求,技术团队开发出多工位自适应钎焊系统,通过激光位移传感器实时监测焊缝成型状态,配合AI算法动态调整送丝速度与热源功率。在模块化设计框架下,该技术成功实现直径8mm至120mm管径的稳定焊接,焊缝经氦质谱检漏测试达到1×10^-9 Pa·m³/s的密封等级,为后续整机老化测试奠定质量基础。值得注意的是,新型无镉钎料的规模化应用使焊接过程符合RoHS 20环保标准,同时将单位能耗降低15%,印证了冷冻机厂家在绿色制造领域的持续创新。
整机老化测试标准
在涡旋冷水机的制造流程中,整机老化测试是验证设备长期运行稳定性的关键环节。国内领先的冷冻机厂家普遍采用多阶段复合测试方案,通过模拟极端工况下的设备负载变化,提前暴露潜在材料疲劳或装配缺陷。典型测试流程包含高温高压连续运行(45℃环境温度、15倍额定压力)、低温低压循环启停(-10℃环境温度、08倍额定压力)以及瞬态冲击测试(10秒内功率波动±30%)三类核心项目,累计测试时间通常达到120-150小时。
为量化评估设备性能衰减率,测试过程中需实时监测以下核心参数:
| 监测指标 | 合格标准 | 测量精度要求 |
|---|---|---|
| 压缩机温升 | ≤8℃/24小时运行周期 | ±05℃ |
| 冷媒泄漏率 | 年泄漏量<3% | 001g/s分辨率 |
| 振动幅度 | 全频段<25μm(RMS值) | 01μm级传感器 |
| 电能转化效率波动 | 偏差值<额定值2% | 05级电能表 |
通过ISO 11439:2013气体容器耐久性测试规范的厂家,会在老化测试阶段增加5000次以上的模拟启停循环,确保电磁阀、膨胀阀等关键执行器的机械寿命。测试数据表明,经过完整老化流程的设备,在激光切割冷却等高频启停场景下的故障率可降低62%,同时运行噪音可控制在65dB(A)以内。部分企业还将测试时长延长至200小时,通过强化冷凝器表面结霜/化霜循环测试,提升设备在食品冷冻等湿度敏感场景的适应性。
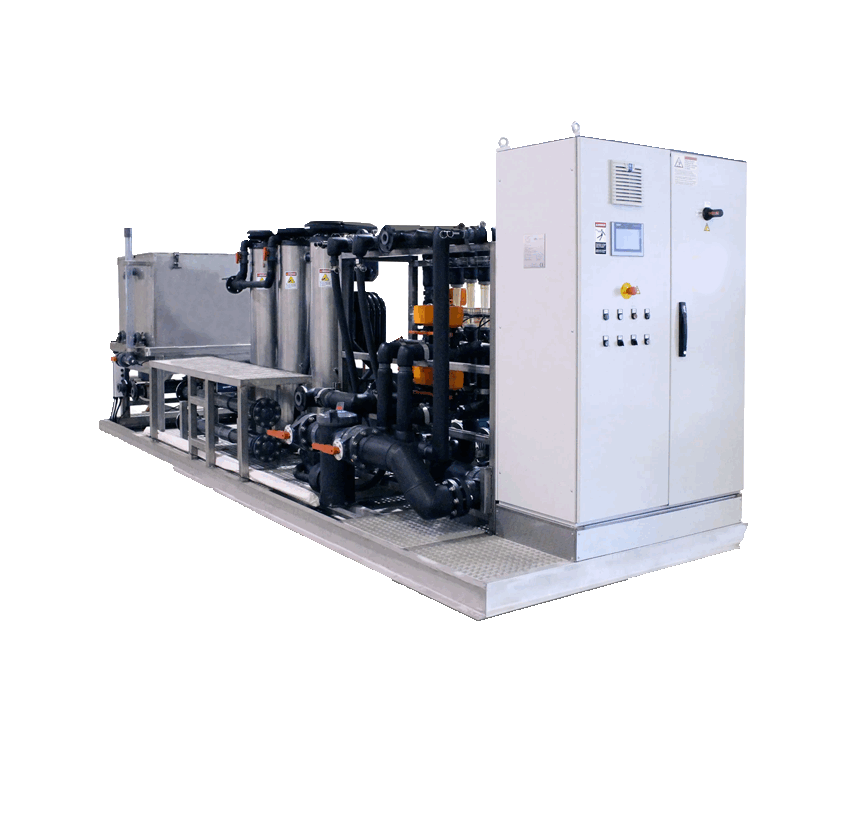
冷冻机厂家认证体系
国内领先的冷冻机厂家已构建起多维度的认证体系,其中ISO 9001质量管理体系认证成为行业基准性门槛。通过建立覆盖原材料采购、生产流程、成品检验的全周期质量追踪系统,厂家能够确保每台冷水机从设计到交付的标准化作业。在此基础上,欧盟CE认证与美国UL安全认证的取得,标志着产品在电气安全、机械防护等关键领域达到国际规范要求,为出口型设备提供技术背书。
环保认证体系的完善成为近年技术升级重点,RoHS指令合规性验证与REACH化学品注册的双重保障,推动着R513A、R1234ze等低GWP值冷媒的规模化应用。值得注意的是,部分头部企业已引入TÜV莱茵能效认证,通过第三方机构对机组IPLV综合能效比进行实测验证,其认证数据较常规实验室测试结果更具市场公信力。
针对特殊应用场景的行业认证正在形成差异化竞争力。医疗领域冷冻机组需通过医疗器械GMP认证,确保生物样本存储设备的微生物控制能力;工业激光设备配套机型则须满足CE-Machine Directive中关于冷却介质纯净度的特殊条款。这些专项认证的叠加,使得优质厂家的产品矩阵能够精准适配不同行业的严苛工况需求。
结论
涡旋冷水机的技术革新与冷冻机厂家的制造升级,共同塑造了工业温控设备的新格局。通过将高效涡旋压缩技术与智能PID温控系统相结合,设备在±01℃的控温精度与30%的能耗优化之间实现了平衡,这种技术融合为半导体制造、生物医药等精密领域提供了可靠保障。而模块化设计的广泛应用,不仅缩短了40%的现场安装周期,更使设备维护效率提升至传统结构的2倍以上,这一设计理念正在成为行业标配。
在制造工艺层面,CNC五轴加工中心与真空钎焊技术的协同应用,使关键零部件的尺寸公差控制在±5μm以内,配合120小时整机老化测试流程,设备平均无故障运行时间(MTBF)突破5万小时大关。国内领先冷冻机厂家通过ISO9001与CE双认证体系,将环保冷媒R513A的适配率提升至98%,同时集成高压切断、过载保护等8重安全机制,使设备在-40℃至55℃的极端工况下仍能保持稳定输出。
当前的技术迭代方向正朝着智能化与节能化并行发展,5G远程监控模块与AI能效优化算法的嵌入,预示着下一阶段的技术突破点。随着《工业制冷设备能效限定值》国家标准的实施,冷冻机厂家在材料创新与工艺升级上的投入,将持续推动行业向高精度、低排放的目标演进。
常见问题
如何判断冷冻机厂家的技术实力?
通过ISO9001认证体系与120小时整机老化测试报告可验证生产工艺可靠性,同时应关注企业是否拥有CNC五轴加工中心等精密设备。
涡旋冷水机的温度控制精度受哪些因素影响?
智能PID温控系统的算法优化水平、冷媒充注量精准度以及模块化设计的散热效率共同决定了±01℃控温能力的稳定性。
真空钎焊技术对设备寿命有何提升?
该技术使换热器铜管接合强度提升40%,有效避免冷媒泄漏风险,配合316L不锈钢壳体可将设备使用寿命延长至15年以上。
环保冷媒应用需要哪些配套改造?
需同步升级压缩机密封结构、膨胀阀流通孔径以及冷凝器散热面积,部分厂家采用R513A冷媒时还需配置专用润滑油过滤系统。
日常维护中需特别注意哪些部件?
蒸发器翅片清洁度、压缩机润滑油粘度以及电气柜防潮性能应每季度检测,高粉尘环境需加装预过滤装置防止换热效率衰减。
模块化设计如何降低运维成本?
支持热插拔更换的压缩机模块与独立制冷回路设计,可使故障维修时间缩短70%,同时减少30%以上的备用零件库存需求。
获取定制化冷冻解决方案请点击这里
专业工程师团队提供从选型计算、安装调试到能效优化的全流程服务,助力企业构建高效制冷系统。