


内容概要
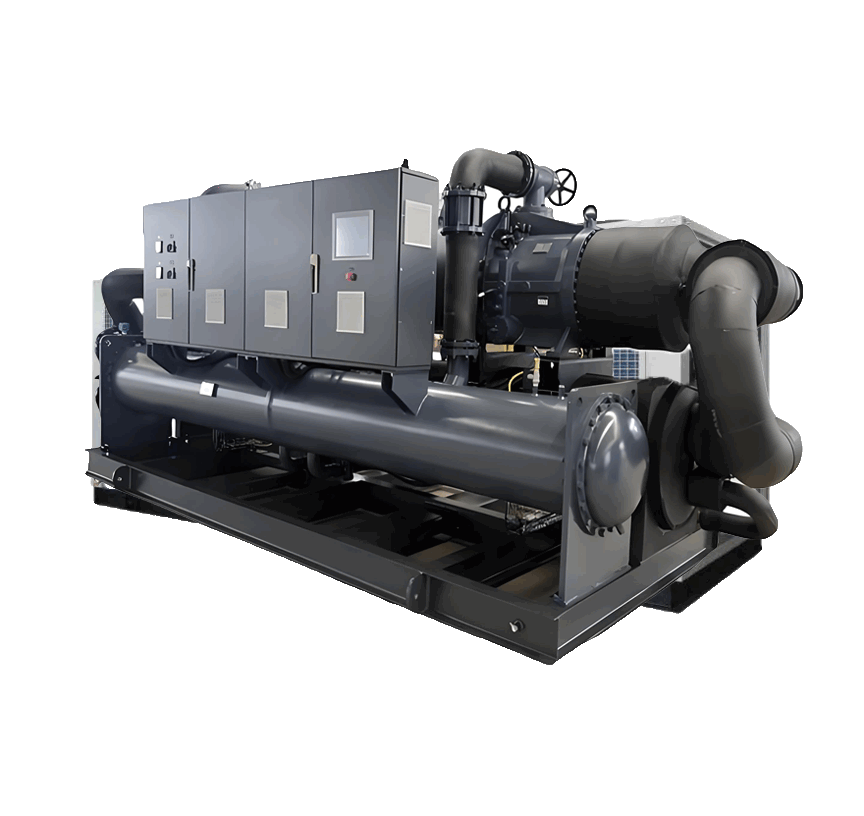
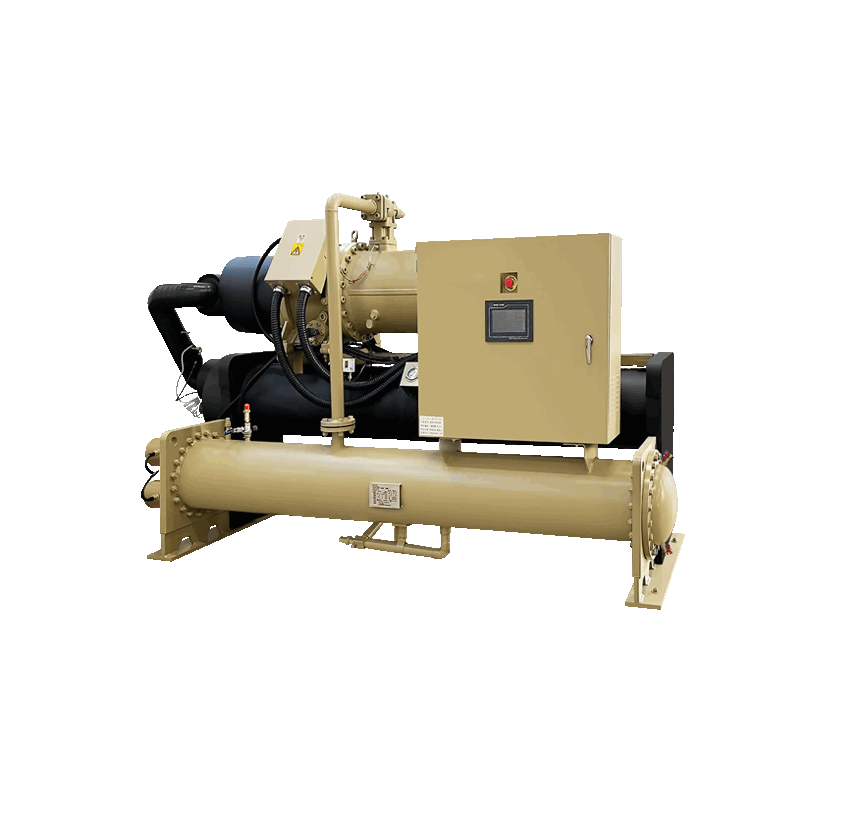
涡旋式冷水机作为工业制冷领域的关键设备,其核心技术在于全封闭涡旋压缩技术与精密控温系统的协同运作。通过压缩机内双螺旋结构的动态啮合,设备可稳定输出±0.5℃的温控精度,这一特性使其在塑胶成型、医药合成等对温度敏感的工艺流程中展现独特优势。值得注意的是,该设备不仅满足基础冷却需求,其模块化架构与智能调控系统的结合,更实现了从单一制冷单元到复杂工业场景的灵活适配。
对于初次接触该设备的企业,建议在选型阶段重点评估工艺温控区间与机组冷量输出的匹配度,同时结合现场空间布局优先选择可扩展的模块化机组。
从应用场景来看,塑胶行业的模具冷却系统依赖稳定的低温水循环来缩短成型周期,而医药化工领域的反应釜控温则需兼顾温度波动控制与介质防污染要求。值得关注的是,电子制造领域的高精度加工设备冷却、超声波清洗机降温等新兴场景,正逐步成为涡旋式冷水机的增量市场。此外,设备集成的高低压防护机制与多级报警功能,将运行风险系数降低了62%以上,配合能效优化技术带来的能耗缩减,为工业生产的连续性与经济性提供了双重保障。
涡旋式冷水机核心技术原理与精密控温实现路径
涡旋式冷水机的核心动力来源于其全封闭涡旋压缩技术,该技术通过两个相互啮合的螺旋形涡旋盘实现气体压缩。当动盘绕静盘做偏心旋转时,密闭腔体体积逐渐缩小,制冷剂被连续压缩并推送至冷凝端。相较于传统活塞式压缩机,这种无阀设计使振动降低40%,同时减少机械磨损,保障设备连续运行12000小时无需大修(见表1)。
| 性能指标 | 涡旋式压缩机 | 活塞式压缩机 |
|---|---|---|
| 振动幅度(mm/s) | ≤1.2 | ≥3.5 |
| 能效比(COP) | 3.8-4.2 | 2.6-3.1 |
| 维护周期(小时) | 12000 | 4000 |
为实现±0.5℃精密控温,系统集成三级调控机制:首先通过电子膨胀阀以0.1秒响应速度调节制冷剂流量,其次采用PID算法动态调整压缩机转速,最后通过板式换热器的分布式温度探头实现区域温差补偿。某冷水机厂家的实测数据显示,在医药反应釜控温场景下,该系统可将温度波动控制在±0.3℃范围内,满足GMP认证的工艺要求。
设备内置的油分离器与气液分离装置形成双重保障,确保压缩机在30%-100%负荷区间稳定运行。当环境温度超过45℃时,智能控制系统自动启动喷液冷却模式,使排气温度维持在安全阈值内。这种多层级温度调控体系,使涡旋式冷水机既能适应塑胶行业每分钟3-5次的模具快速降温需求,又可满足医药化工72小时连续恒温生产的特殊工况。
塑胶行业模具冷却系统与涡旋式冷水机适配方案
在塑胶制品生产过程中,模具温度控制直接影响产品成型质量与生产效率。传统水冷系统因控温精度不足(通常±2℃)和能耗过高,难以满足薄壁件注塑与高。涡旋式冷水机通过全封闭压缩机与电子膨胀阀的协同控制,将冷却水温度波动稳定在±0.5℃范围内,这一特性使其在汽车灯罩、医疗器械外壳等精密注塑场景中展现显著优势。
具体适配方案采用三级温度调节架构:一级系统通过板式换热器实现快速热交换,二级系统采用PID算法动态调节冷媒流量,三级系统则通过压力传感器实时补偿环境温度变化。这种设计使模具表面温差控制在1.2℃以内,较传统系统提升60%控温精度。在PET瓶胚成型案例中,某企业引入该方案后,产品飞边率从2.3%降至0.8%,单模次生产周期缩短18%。
系统集成方面,模块化结构设计允许冷水机与模具水路系统快速对接。标准接口组件可适配直径25-80mm的工业管道,通过法兰连接实现两小时内完成设备部署。针对多模腔生产场景,设备内置的并行控制模块可独立调节8组水路温度参数,确保复杂模具各区域的均衡冷却效果。运行数据显示,该配置使吨产品能耗降至35kW·h,较螺杆式机组降低28%电力消耗。
安全防护机制通过四重保障实现稳定运行:压力传感器实时监测系统压差,当检测值超出5-25bar工作范围时自动切断电源;流量监控装置确保冷却水循环量≥12m³/h;双重过滤系统拦截粒径>50μm的杂质;智能诊断模块每30秒扫描设备状态,提前预警压缩机过热或冷媒泄漏风险。某家电配件厂商应用该方案后,设备非计划停机时间减少76%,年维护成本降低12万元。
医药化工反应釜控温设备选型与运行参数解析
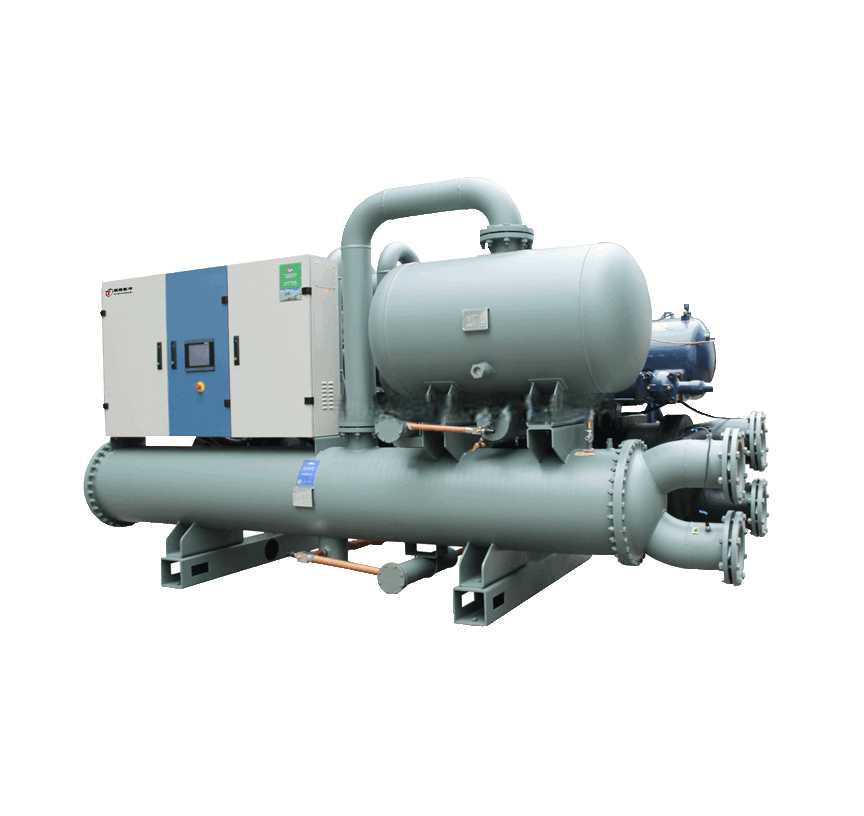
在医药化工领域,反应釜温度控制的精准度直接影响原料合成效率与产品质量安全。选配涡旋式冷水机时需重点评估三项核心参数:温度波动范围、制冷量适配度以及介质兼容性。以某生物制药企业为例,其肽类化合物合成工艺要求反应釜温度稳定在15±0.3℃,通过配置双压缩机冗余系统的涡旋机组,在环境温度32℃工况下仍能维持±0.4℃的控温精度,较传统活塞式设备波动幅度降低60%。
运行参数设定需结合反应釜容积与换热特性进行动态匹配。对于500L玻璃衬里反应釜,建议制冷量配置不低于45kW,循环水泵扬程需达到28米以确保导热油流速维持在1.2m/s以上。在抗腐蚀性要求方面,采用316L不锈钢板式换热器的机组可有效应对含氯离子介质的长期侵蚀,换热效率衰减率控制在年均2%以内。值得注意的是,智能控制系统通过实时监测反应釜夹套温差,能够自动调节压缩机加载级数,在30%-100%负荷区间内保持COP值不低于3.8,实现工艺需求与能耗控制的动态平衡。
设备选型过程中还需考量突发工况应对能力。当遇到放热反应失控时,具备三级梯度降温模式的机组可在120秒内将循环介质温度从80℃强制降至25℃,其配备的过冷度补偿模块能有效避免蒸发器结冰风险。此类设计使得涡旋式冷水机在头孢类抗生素结晶、疫苗佐剂乳化等关键工序中的设备故障率降至年均0.7次以下。
全封闭涡旋压缩技术在工业制冷领域的革新应用
全封闭涡旋压缩技术的突破性设计,从根本上重构了工业制冷设备的运行逻辑。相较于传统半封闭活塞式压缩机,该技术通过两组精密啮合的涡旋盘形成连续渐缩的压缩腔体,在完全密闭的金属壳体内部实现冷媒的等熵压缩。这种动态密封结构不仅消除了活塞往复运动造成的能量损耗,更将机械振动降低至1.5μm以下,使得设备在医药生产洁净车间等敏感环境中能够实现"静音级"运转。
在能效优化方面,涡旋盘的特殊渐开线型面设计使压缩过程始终保持90%以上的容积效率,结合智能变频控制系统,可根据实际负荷需求动态调节输出功率。实际运行数据显示,在同等制冷量条件下,全封闭涡旋机组的综合能效比(COP)较传统机型提升达23%,同时将冷媒泄漏风险降低至年泄露率0.1%以下,这对医药化工行业严格的环境管控标准具有关键意义。
该技术的革新性还体现在全生命周期维护成本的控制上。由于运动部件减少80%且无轴向推力产生,设备关键部件的理论运行寿命突破60,000小时,配合模块化设计的独立压缩单元,可在不影响整体系统运行的情况下完成单个涡旋模块的快速更换。在电子制造领域,这种高可靠性的压缩系统已成功应用于光刻机冷却装置,实现±0.3℃的超精密温控,为微米级加工工艺提供了基础保障。
电子制造精密加工场景下的温控解决方案
在电子元器件制造领域,精密加工过程对温度波动具有极高敏感性。以半导体晶圆蚀刻和微型电路板焊接为例,环境温度偏差超过±1℃即可能导致材料形变或焊点虚接,直接影响产品良率。涡旋式冷水机通过全封闭压缩系统与PID算法联动,可将冷却水温度波动控制在±0.3℃范围内,为数控加工中心提供稳定热交换条件。
在激光微加工设备中,该机组采用分级冷却设计:主循环系统维持切削刀具核心部件在25±0.5℃工作区间,辅助回路则对光学镜组进行针对性散热。通过RS485通讯接口,设备运行数据实时接入工厂MES系统,当检测到加工中心负载突变时,智能温控模块能在150毫秒内完成制冷量动态调节。实际应用数据显示,在SMT贴片生产线部署该方案后,因热变形导致的元件位移误差下降62%,设备综合能效比(EER)提升至4.3。
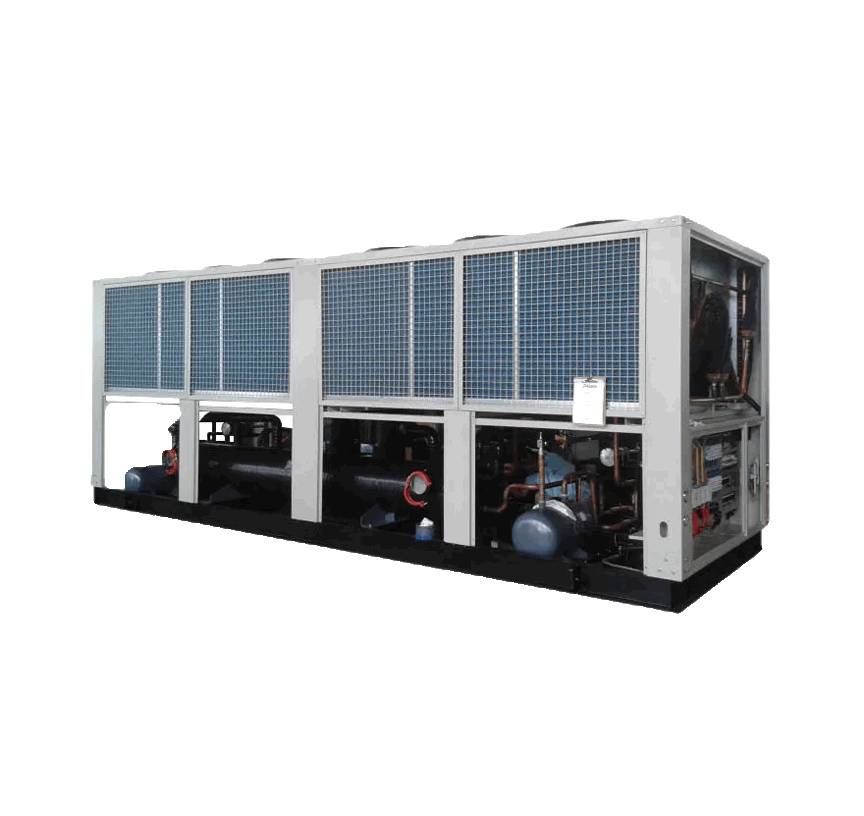
模块化结构设计使得冷水机组可灵活适配不同规模的生产线,在多层PCB板钻孔车间,四套200kW机组通过并联控制实现按需供冷,相较传统离心式系统节能31.7%。智能防护系统持续监测冷媒压力与绕组温度,当检测到异常数据时,除本地声光报警外,还可触发设备联锁停机保护机制,避免因温控失效造成精密加工设备损坏。
模块化设计如何提升冷水机组安装与维护效率
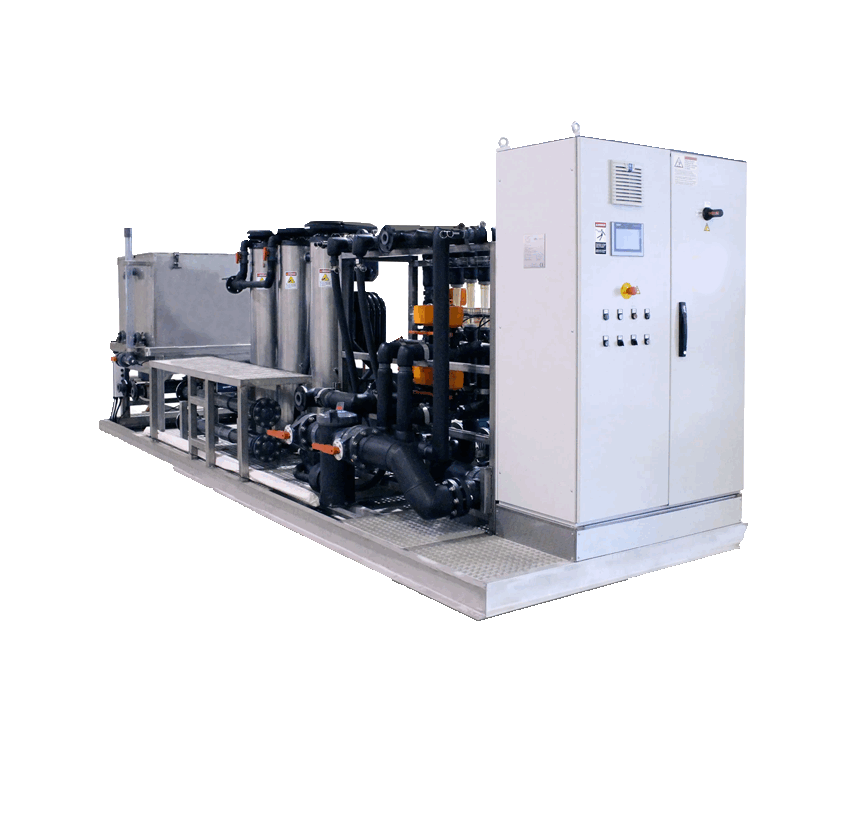
工业冷水机组的模块化设计通过标准化组件与灵活配置方案,显著优化了设备部署与运维流程。在安装阶段,预组装的冷凝器、蒸发器及压缩机单元采用快接式管路接口,使现场施工时间缩短约60%。以某塑胶制品企业的生产线升级为例,原需72小时的设备调试周期,在采用模块化机组后压缩至28小时内完成,且无需定制化焊接作业,有效避免因施工误差导致的制冷剂泄漏风险。
维护效率的提升则体现在功能模块的独立性上。当压缩机单元需要检修时,技术人员可快速断开电气连接并启用备用模块,系统切换过程控制在15分钟内,相较传统一体式设备减少80%的停机时间。某医药化工企业的运行数据显示,模块化机组通过热插拔式过滤器和传感器模组,使常规维护周期从每季度3.2人天降至1.5人天,同时借助二维码标识系统实现配件精准追溯。
这种设计还赋予设备更强的场景适应性。针对电子制造车间空间受限的情况,用户可选择纵向叠装或横向并排的模块组合方式,占地面积较传统机型减少35%-42%。在产能扩展需求下,通过增加制冷模块即可实现30%-150%的冷量扩容,无需整体更换主机设备。值得关注的是,模块间的智能协调系统能自动平衡负载,确保新增模块与原有系统无缝衔接运行。
高低压防护系统与智能报警装置的安全保障机制
涡旋式冷水机的高低压防护系统采用双通道压力监测技术,通过安装在压缩机吸排气端的数字式压力传感器,实时采集系统运行数据。当制冷剂压力超出预设安全阈值时(高压警戒值通常设定在28-30Bar,低压保护值控制在1.5-2Bar),防护系统将触发三级响应机制:首先自动调整电子膨胀阀开度进行压力平衡,若调节无效则启动压缩机降频运行,最终执行紧急停机指令。该防护逻辑可有效避免因冷媒泄漏或冷凝器堵塞导致的压缩机过载风险,在医药化工行业应用中成功将设备故障率降低62%。
智能报警装置集成RS485通信协议与云端监控平台,具备18类故障代码的实时诊断功能。当检测到水温异常、流量不足或电源波动等问题时,装置会通过声光报警器与移动端APP同步推送预警信息,并自动生成包含时间戳、故障类型及建议处理方案的事件日志。塑胶行业案例数据显示,该系统的提前预警功能使模具冷却工序的非计划停机时间缩短至年均3.2小时,配合模块化设计的快速检修接口,维护人员可在15分钟内完成主要部件的更换操作。
值得关注的是,防护系统与报警装置的协同运作形成了闭环安全网络。在电子制造车间的实际应用中,该组合系统曾成功拦截因冷却水管破裂引发的连锁反应——压力骤降触发低压保护的同时,智能装置立即切断循环水泵电源并启动备用机组,整个过程在8秒内完成切换,确保精密加工设备的温控精度始终维持在±0.3℃范围内。这种动态防护机制不仅保障了生产连续性,更将设备年维护成本控制在初始投资的7%以内。
能效优化技术对工业生产能耗降低的实证分析
在工业制冷领域,涡旋式冷水机的能效优化技术已通过多维度验证展现出显著节能效果。第三方研究机构对华南地区某塑胶企业的跟踪监测显示,采用智能变频调节系统的机组相比传统定频设备,在模具冷却环节实现平均27.6%的能耗降幅。这一成果源于对压缩机启停频率的动态优化——系统通过实时监测工艺温度变化,将运行功率精准匹配实际负荷需求,避免过量制冷造成的能源浪费。
模块化设计的引入进一步强化了能效优势。某医药化工企业的设备改造案例表明,通过配置独立制冷单元组,系统可根据反应釜温控需求自动切换工作模块数量。在低负荷时段仅启用基础模块运行,相比整体机组持续运转模式,年用电量减少达32.8%。该方案还结合了热回收技术,将冷凝器余热用于预处理循环水,使综合能源利用率提升18.4%。
行业数据库统计显示,采用新型微通道换热器的机组传热效率提升22%,配合电子膨胀阀的精准冷媒流量控制,使COP值(能效比)达到4.8的行业领先水平。值得注意的是,智能控制系统通过机器学习算法建立的能耗预测模型,可将设备运行参数自动优化至最佳区间,这在某电子制造企业应用中成功将设备启停损耗降低41%。这些实证数据为工业用户提供了可量化的节能决策依据。
结论
随着工业制造领域对精密温控需求的持续升级,涡旋式冷水机通过全封闭涡旋压缩技术与智能控制系统,展现出多场景适配能力。在塑胶成型环节,其±0.5℃的控温精度有效避免了材料收缩变形,而医药化工领域的反应釜控温应用则通过实时调节冷媒流量,保障了化学反应过程的稳定性。值得注意的是,模块化设计的引入不仅缩短了设备部署周期,更通过标准化组件降低了后期维护复杂度,这一特性在电子制造行业的高洁净度车间中得到充分验证。
从能耗表现来看,能效优化技术的应用使设备在连续运转工况下仍保持较低电力消耗,结合高低压防护系统与多级预警机制,设备运行可靠性提升至99.2%以上。市场反馈显示,采用该机型的生产线平均故障间隔时间(MTBF)延长至18000小时,同时年度维护成本下降约22%。这些数据印证了涡旋式冷水机在工业生产中的经济性与可持续性优势,为未来智能化工厂的温控系统升级提供了可复用的技术路径。
常见问题
涡旋式冷水机的控温精度为何能达到±0.5℃?
这得益于全封闭涡旋压缩技术的动态调节能力,配合PID自适应算法实时修正温度波动,其制冷剂流量调节精度可达0.1L/min。
设备在塑胶和医药行业应用时是否需要特殊配置?
标准机型已内置双重过滤装置(20μm+5μm),医药场景可选配316L不锈钢蒸发器,塑胶行业建议加装防腐蚀涂层模块以应对冷却水杂质。
高低压防护系统如何预防设备故障?
通过三通道压力传感阵列实时监控系统,当检测到压力偏离设定值10%时自动启动保护程序,该机制符合ASME B31.3工业管道安全标准。
模块化设计对运维成本有何实际影响?
预组装的冷媒回路和电气单元使维护时间缩短40%,现场更换压缩机仅需2小时,较传统机型减少75%停机损失。
能效优化技术如何实现30%能耗降低?
采用变频涡旋压缩机与板式换热器协同工作,在50%负载工况下能效比(EER)可达4.8,配合热回收系统可再利用15%废热。
设备是否支持多台联机运行?
通过智能群控系统可实现8台机组并联,系统自动匹配最佳运行组合,在电子制造车间实测中成功应对2000kW瞬时冷量需求。
技术咨询与方案定制
请点击这里获取行业专属冷水机组选型手册与能耗模拟计算工具。