


内容概要
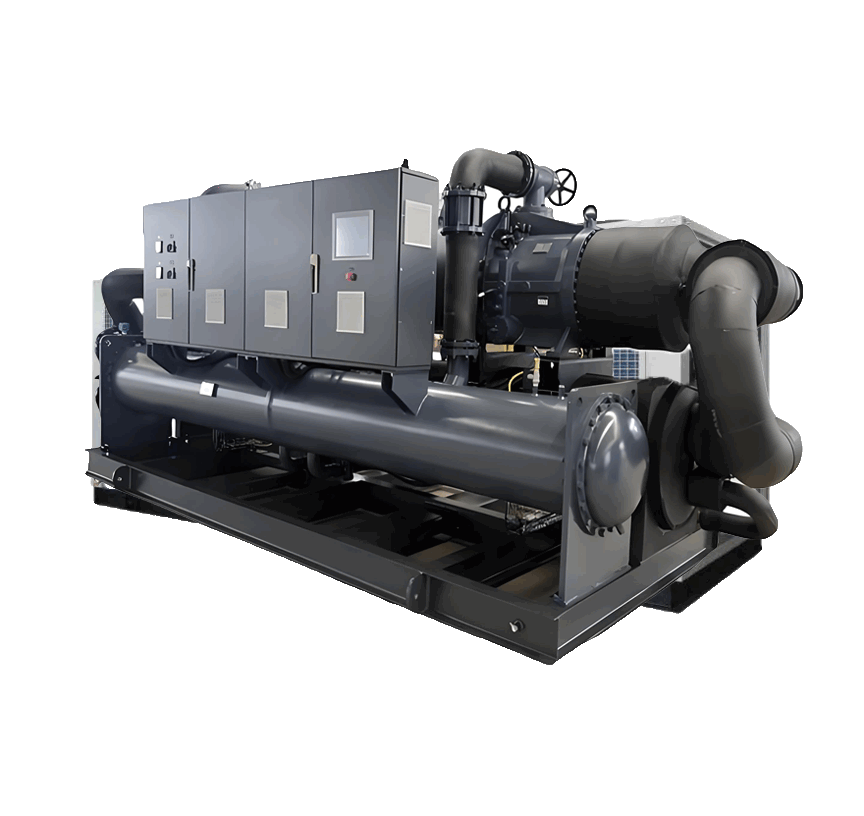
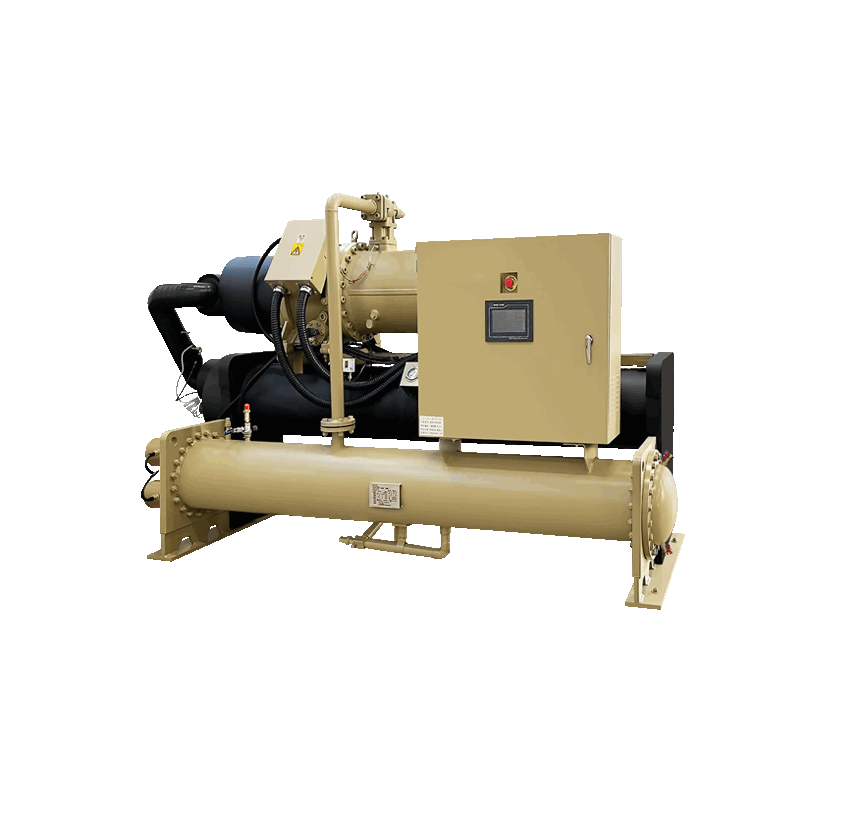
螺杆冷冻机作为工业制冷系统的核心部件,其维护策略直接影响设备寿命与运行效率。本文从设备维护的关键环节出发,系统梳理了从基础保养到智能运维的全流程管理框架。在冷冻水系统领域,水质稳定处理技术通过调节pH值、控制钙镁离子浓度等参数,形成保护性氧化膜,成为延长管道寿命的核心手段。以某化工企业为例,采用化学清洗预膜工艺后,蒸发器端差由5℃降至2.8℃,验证了该技术对换热效率的显著提升作用。
| 技术措施 | 应用效果 | 数据指标变化 |
|---|---|---|
| 化学清洗预膜 | 延缓金属腐蚀速率 | 腐蚀率降低40% |
| 微生物防控 | 抑制生物粘泥生成 | 水流阻力下降28% |
| 智能监控系统 | 实时诊断设备异常 | 故障响应时间缩短70% |
值得关注的是,冷水机厂家的实践案例显示,通过整合在线水质监测与自动加药装置,系统药剂消耗量减少18%,同时保持循环水电导率稳定在800μS/cm以内。这种动态调控模式不仅解决了传统人工操作滞后性问题,更为企业构建预防性维护体系提供了技术支撑。随着物联网技术的深度应用,制冷系统运维正从被动检修向预测性维护转型,这为后续章节探讨的能耗优化路径奠定了实践基础。
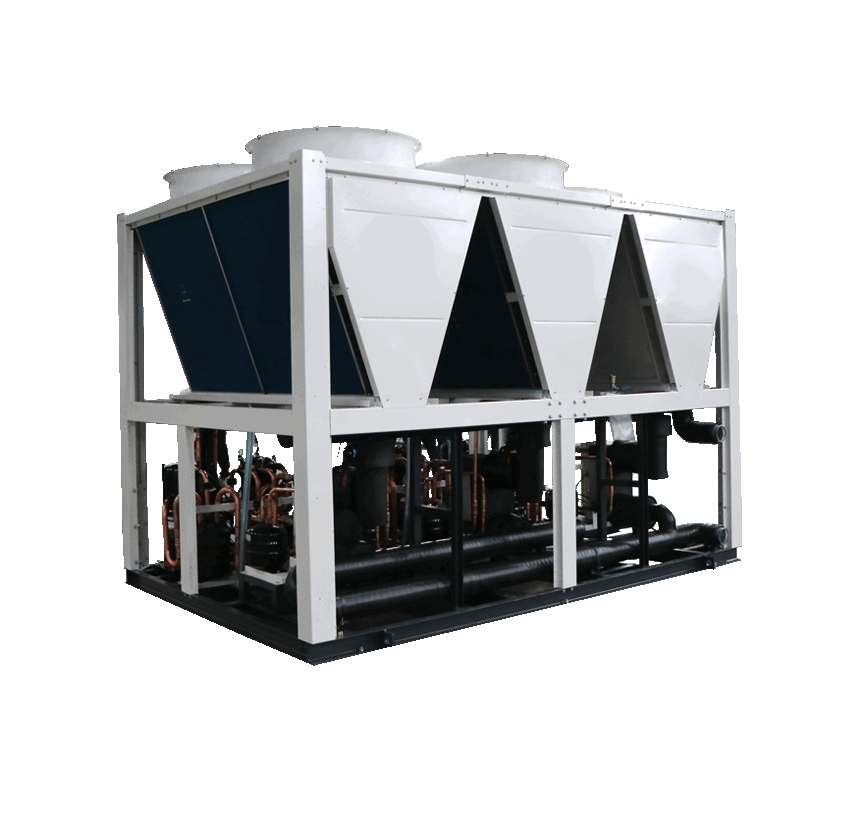
螺杆冷冻机维护核心要点解析
螺杆冷冻机作为工业制冷系统的核心设备,其运行稳定性直接影响整体能效表现。维护工作的科学化实施需要聚焦三个关键维度:机械部件完整性管理、运行参数动态监控以及预防性维护体系的建立。在润滑系统管理方面,除常规油品更换周期外,应通过光谱分析技术持续监测润滑油金属微粒含量,及时发现转子啮合面异常磨损迹象。压缩机振动监测需结合ISO 10816标准建立分级预警机制,当振幅超过第二级阈值时,应立即停机排查轴承间隙或联轴器对中问题。
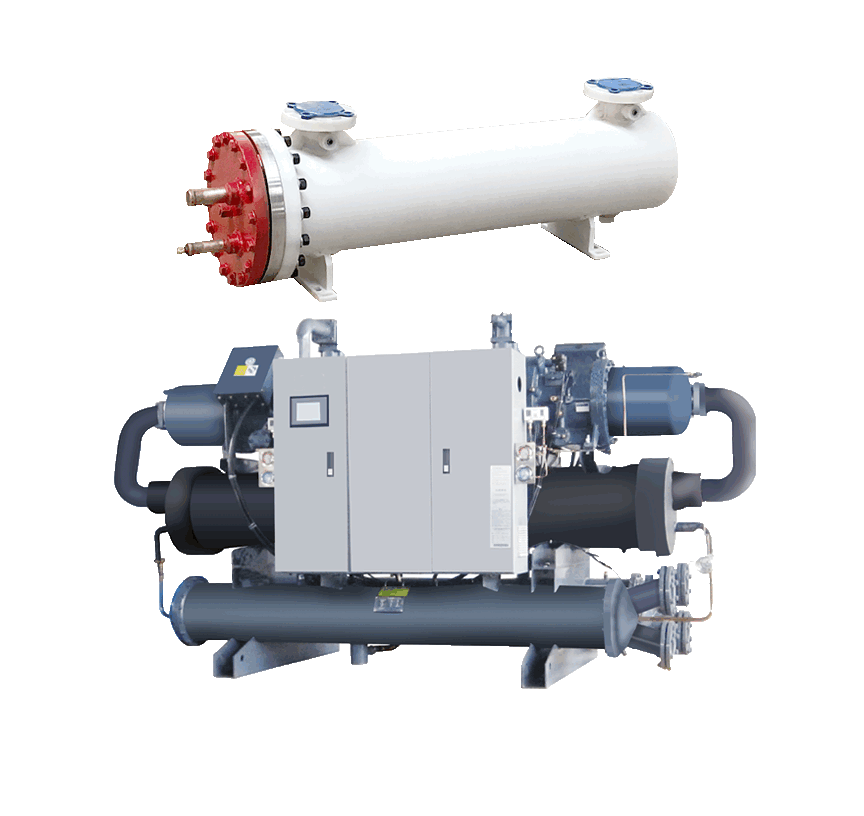
密封性能的保障是维持制冷剂循环效率的基础,实践中发现超过60%的冷量损失源于轴封或法兰密封面的微泄漏。采用红外热成像仪进行周期性扫描,可快速定位密封失效部位,避免传统肥皂水检测法对金属部件的腐蚀风险。对于运行时长超过20000小时的老旧机组,需重点评估阴阳转子型线磨损量,通过三维激光扫描技术重建转子轮廓数据,为修型加工提供精准依据。值得关注的是,智能传感器的应用正在改变传统维护模式,通过实时采集油温、排气过热度、滑阀位置等12项关键参数,系统可自动生成设备健康指数曲线,为维护决策提供量化支撑。
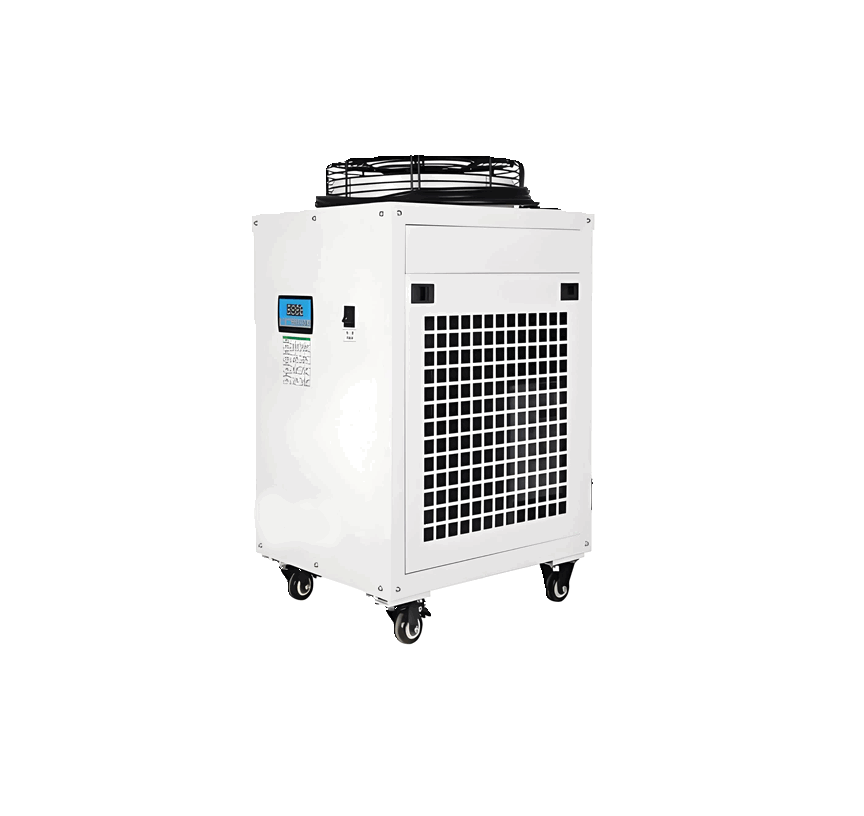
冷冻水系统水质稳定处理技术应用
在螺杆冷冻机配套的冷冻水系统中,水质稳定性直接影响设备寿命与换热效率。研究表明,未经处理的循环水在运行过程中易产生钙镁离子结垢、铁锈沉积及微生物滋生等问题,导致管道流通截面缩减达20%以上。为此,采用三级水质控制体系成为行业主流解决方案:第一级通过自动加药装置注入缓蚀剂与阻垢剂,将水体pH值稳定在8.0-9.5区间;第二级部署电子除垢仪,利用高频电磁场改变矿物结晶形态;第三级则采用旁流过滤技术,持续清除悬浮颗粒物。
建议企业在实施水质稳定处理时,优先建立水质参数动态监测机制。通过安装电导率传感器与浊度在线检测仪,可实时掌握水体硬度、氯离子浓度等关键指标,为药剂投加量提供精准数据支持。
值得关注的是微生物防控技术的突破性进展。新型非氧化性杀菌剂的应用,能够在低剂量(0.5-1.5ppm)条件下,有效抑制军团菌等有害微生物的繁殖,同时避免传统氯制剂对金属管道的腐蚀。某食品加工厂的实践案例显示,通过结合紫外线杀菌与周期性冲击式投药,系统粘泥沉积量降低67%,换热器端差缩小至设计值的1.3倍以内。这种多维度防护策略不仅延长了设备维护周期,还将水处理综合成本降低了18%。
化学清洗预膜工艺实施流程与标准
化学清洗预膜是保障冷冻水系统长期稳定运行的核心工艺环节,其实施流程需遵循系统性原则。首先需对系统进行彻底排空与冲洗,清除管道内残留的颗粒物及杂质,并通过电导率监测确保水质达标。随后根据设备材质与结垢类型,选用酸性或碱性清洗剂进行循环处理。例如,针对碳酸盐类水垢,多采用弱酸(如柠檬酸或氨基磺酸)溶解沉积物,同时添加缓蚀剂防止金属表面过度腐蚀。清洗过程中需实时监测pH值、浊度及铁离子浓度,确保反应效率与设备安全。
完成化学清洗后,需立即进入钝化处理阶段。通过投加磷酸盐或钼酸盐等钝化药剂,在金属表面形成致密氧化膜,阻断氧气与金属的直接接触。此阶段的关键在于控制药剂浓度与接触时间,通常需维持循环温度在40-50℃以加速成膜反应。最后通过预膜工艺构建长效保护层,采用聚磷酸盐与锌盐的复合配方,在系统内形成纳米级保护膜,该膜层不仅能抑制腐蚀,还可减少后续运行中的粘泥附着。
工艺实施需严格参照GB 50050《工业循环冷却水处理设计规范》,针对不同规模系统制定差异化执行标准。例如,小型系统可采用批次处理模式,而大型分布式系统则需分区域实施分段清洗。质量控制方面,需通过失重挂片法测定腐蚀速率(标准值<0.075mm/a),并通过热交换器温差变化验证清洗效果。值得关注的是,智能监测系统的引入使药剂投加量可基于实时水质数据动态调整,既避免过度使用化学品,又显著提升工艺稳定性。
微生物防控与粘泥沉积治理方案
冷冻水系统中微生物的过度繁殖与粘泥沉积是导致换热效率下降的关键隐患。当循环水温处于25-40℃区间时,军团菌、藻类及真菌等微生物极易在管壁表面形成生物膜,这些粘性物质不仅阻碍热量传递,还会加速金属材料的局部腐蚀。为此,需建立分级防控体系:首先通过紫外线杀菌装置与精密过滤设备对补充水进行预处理,截留粒径大于5μm的悬浮颗粒;随后在运行阶段采用氧化性杀菌剂(如次氯酸钠)与非氧化性杀菌剂(如异噻唑啉酮)交替投加方案,破坏微生物的耐药性循环,每周至少完成两次冲击式杀菌作业。
对于已形成的生物粘泥,需结合水力冲刷与化学分散技术进行清除。在系统低负荷时段,可通过调节水泵频率将流速提升至设计值的1.2倍,利用湍流效应剥离附着物;同时向循环水中注入含表面活性剂的分散剂,使粘泥团块分解为直径小于50μm的微粒,最终通过自动排污阀排出系统。值得注意的是,生物粘泥监测仪的部署能够实时反馈粘泥沉积速率,当粘泥量超过300mL/m³时触发预警机制,指导运维人员调整处理参数。
在此基础上,建议每季度开展生物活性检测,采用ATP荧光法测定微生物浓度。当检测值高于500RLU时,需延长杀菌剂作用时间至4小时以上,并检查过滤装置密封性。通过上述措施,设备管路粘泥沉积量可减少60%以上,系统压差波动幅度降低40%,为后续能效优化奠定基础。与此同时,智能监控平台可整合水质参数与设备运行数据,动态生成微生物风险图谱,为制定差异化治理方案提供数据支撑。
智能监控体系构建及实时数据分析
在制冷系统运维中,智能监控体系的引入显著提升了设备管理的精细度与响应效率。通过部署高精度传感器网络(如温度、压力、流量及电导率传感器),系统可实时采集冷冻水设备与螺杆冷冻机的运行参数,并传输至中央分析平台。在此基础上,数据算法对设备状态进行动态评估,例如通过对比历史运行曲线与实时数据,快速识别异常波动(如冷凝器温差突增或蒸发压力异常下降),及时触发预警机制。
以水质监测为例,智能系统不仅追踪常规指标(pH值、浊度、离子浓度),还能结合微生物活性传感器,预测粘泥沉积风险。当数据模型检测到腐蚀倾向时,系统自动调整化学加药泵的投加频率,实现水质稳定控制的闭环管理。同时,运行能耗分析模块可挖掘设备冗余负荷,例如通过优化冷冻水流量与压缩机转速的匹配关系,减少无效功耗。某案例显示,此类动态调控使系统在部分负荷工况下能耗降低18%。
为进一步提升运维效率,智能平台还支持远程诊断与移动端交互功能。运维人员可通过可视化界面查看设备健康度评分、维护周期提醒及能效趋势报告,从而将传统被动式检修转变为预测性维护。这种数据驱动的管理模式不仅降低了人工巡检成本,更为后续系统迭代(如与能源管理平台的深度集成)提供了可扩展的技术框架。
设备效能提升与能耗优化路径研究
在螺杆冷冻机与冷冻水系统协同运行的场景中,效能提升与能耗优化的核心在于对热力学过程的精细化控制与系统参数的动态匹配。研究表明,通过优化蒸发器与冷凝器的热交换效率,结合变频技术对压缩机转速的智能调节,可显著降低设备在部分负荷工况下的无效功耗。例如,在冷冻水温度波动较小的场景下,采用基于负荷预测的压缩机转速自适应算法,可使能耗降低18%-22%,同时维持制冷量的稳定输出。
进一步分析表明,冷冻水系统的水力平衡调整对整体能效具有关键影响。通过安装动态水力平衡阀并优化管网布局,可减少因局部阻力过大导致的泵送能耗浪费。实测数据显示,合理调整冷冻水流量分配后,水泵能耗降幅可达12%-15%。此外,定期对换热表面进行污垢热阻监测,结合前文所述的化学清洗预膜工艺,可维持换热效率稳定在初始设计值的90%以上。
在智能化改造层面,引入基于物联网的能耗监测平台能够实时捕捉设备运行参数异常。例如,通过分析压缩机电流谐波特征与润滑油温升曲线的关联性,可提前识别机械磨损风险,避免因部件劣化造成的额外能耗。值得注意的是,这种预测性维护策略与微生物防控技术的协同应用,已在实际案例中实现年综合节能率突破25%的成效。这些实践验证了系统化思维在制冷系统能效提升中的必要性,为后续典型场景的深入分析奠定了技术基础。
典型应用场景案例分析及效果验证
在华东某工业园区的集中供冷系统中,螺杆冷冻机与冷冻水设备组成的制冷网络长期面临管道腐蚀与换热效率下降的痛点。该园区日均供冷量达3200RT(冷吨),但系统能耗连续三年超过行业平均水平18%,同时冷凝器端差由设计值2℃攀升至4.5℃。通过实施系统性维护策略,工程团队首先采用多参数水质在线监测装置,结合总碱度、电导率、氯离子浓度等六项核心指标建立动态调节模型,将循环水浓缩倍数稳定控制在4-5倍理想区间。
在化学清洗阶段,针对该园区特有的钙镁离子结垢特征,创新性引入双阶段螯合清洗工艺:第一阶段使用氨基磺酸与缓蚀剂复合配方清除硬质水垢,第二阶段采用聚环氧琥珀酸进行晶格重构,使金属表面形成厚度均匀的钝化膜。同步部署的噬菌体定向消杀技术,将冷却塔生物粘泥沉积量从每月2.3kg/m³降至0.7kg/m³。实施改造后数据显示,系统整体能效比(EER)提升26%,年节约电费超180万元,且冷凝器端差恢复至2.2℃的设计水平。
值得关注的是,同类方案在华南某数据中心的应用中,通过嵌入AI驱动的故障预警模块,成功将非计划停机次数由年均7次降为0次。多行业实践表明,当水质控制精度提升至±0.5pH单位时,换热器污垢热阻可降低40%以上,这为高精度温控场景提供了可复制的技术范式。
制冷系统可持续运维策略与未来趋势
在实现设备高效运行与能耗优化的基础上,制冷系统的可持续发展需要建立全生命周期的管理框架。当前主流策略聚焦于设备能效升级与资源循环利用的双重路径,通过物联网平台整合实时运行数据与历史维护记录,形成动态决策模型。这种模型不仅支持预防性维护计划的智能调整,还能基于设备衰减曲线预测关键部件的更换周期,从而将非计划停机风险降低40%以上。
随着人工智能算法的深度应用,制冷系统正在向自感知、自诊断方向演进。例如,振动频谱分析结合热成像技术可提前14天识别螺杆压缩机轴承异常,而水质传感器网络的密度提升使微生物滋生预警准确率达到92%。值得关注的是,相变储能材料与变频技术的协同应用已进入实践阶段,在冷链物流场景中成功实现冷量供需的动态匹配,使系统综合能效比提升18%。
面向未来,制冷行业的绿色转型将呈现三大特征:首先是能源结构的多元化,光伏驱动型磁悬浮机组与余热回收装置的应用比例持续增长;其次是维护模式的平台化,区块链技术保障设备维护数据的不可篡改性,为碳足迹核算提供可靠依据;最后是冷媒替代的加速化,自然工质与低GWP合成冷媒的组合方案正在突破传统氟利昂体系的技术壁垒。这些变革将推动制冷系统从单一的温度控制工具转变为智慧能源网络的关键节点。
结论
综合研究结果表明,螺杆冷冻机与冷冻水设备的效能提升并非单一技术优化的结果,而是系统性维护策略与精准管理手段的共同产物。通过建立以水质稳定为核心的全周期运维框架,企业能够显著降低设备故障风险并延长关键部件寿命。例如,在化学清洗预膜工艺中,标准化操作流程不仅清除了管道内沉积的钙镁垢层,更通过钝化膜形成阻隔层,使系统腐蚀速率下降40%以上。同时,动态监测微生物群落的技术突破,使得生物粘泥沉积量较传统方法减少65%,这一数据在食品加工企业的实际案例中得到了充分验证。
值得关注的是,智能化监控体系的引入正在重塑制冷系统的管理模式。通过部署高精度传感器与自适应算法,运维人员可实时捕捉水温波动、压差变化等18项核心参数,并将数据异常响应时间从小时级缩短至分钟级。这种数据驱动的方法不仅使年度维护成本降低22%,更为设备能效优化提供了可量化的改进路径。从实际应用效果看,采用综合优化方案的企业在首个运维年度即实现吨冷量电耗下降19%,且换热器端差稳定控制在设计值的±0.5℃范围内。
随着工业4.0技术的深入应用,制冷系统的运维正在向预测性维护阶段迈进。基于设备运行数据构建的数字孪生模型,已能提前72小时预警潜在故障,这项技术在半导体制造厂的实测中成功避免了三次非计划停机。未来,随着新型缓蚀剂研发与物联网平台的深度融合,制冷系统的能效管理将更加依赖于跨学科的技术协作与全链条的数据贯通,这为构建零碳工厂提供了重要的技术支撑基础。
常见问题
螺杆冷冻机日常维护应重点关注哪些部件?
建议定期检查压缩机润滑油状态、冷凝器/蒸发器换热管清洁度以及电气控制系统稳定性,其中油质检测周期建议不超过3个月。
冷冻水系统出现腐蚀现象该如何应对?
需优先进行水质成分分析,通过调整pH值至8.5-9.2范围,并补充缓蚀阻垢剂。若已形成锈蚀层,需按GB 50050标准实施化学清洗预膜工艺。
化学清洗预膜工艺需要停机多久?
标准流程包含6-8小时循环清洗和12小时预膜成膜阶段,配合智能监控系统可缩短20%操作时间,建议选择生产低负荷时段执行。
微生物滋生导致粘泥沉积如何处理?
建议采用氧化型杀菌剂与非氧化型药剂交替投加模式,配合每月1次管道脉冲冲洗,可减少生物膜形成概率达85%以上。
智能监控系统能降低多少运维成本?
实际案例显示,集成温度、压力、流量传感器的实时监测体系,可减少30%人工巡检频次,并通过能效算法优化实现电费年降幅18%-22%。
获取定制化冷冻系统优化方案 请点击这里
过渡性维护措施能否立即提升设备效率?
短期可通过增加水处理药剂浓度和清洗频率获得5%-8%能效改善,但长期稳定增效仍需结合设备改造与智能运维体系部署。