



内容概要
螺杆冷冻机维保与冷冻水设备节能策略的核心在于构建全生命周期管理体系。通过系统化维护流程设计,可有效降低设备故障率并提升能效表现。在技术层面,需重点关注冷冻水系统的腐蚀防控、水垢清理及微生物治理三大关键问题,例如采用电化学除垢技术可将管道结垢速率降低40%-60%。同时,智能温控技术与变频节能改造的协同应用,已在实际案例中实现平均能耗下降28.6%。
| 节能技术类型 | 应用场景 | 典型节能效果 |
|---|---|---|
| 变频驱动改造 | 压缩机功率调节 | 18%-32% |
| 物理阻垢装置 | 循环水系统 | 12%-25% |
| 智能温控算法 | 负荷动态匹配 | 15%-28% |
| 化学药剂精准控制 | 水质管理 | 8%-15% |
值得注意的是,部分冷水机厂家已开始整合云端远程监控系统,通过实时数据分析优化设备运行参数。这种技术融合不仅延长了关键部件的使用寿命,还为预防性维护提供了数据支撑,使设备综合能效提升周期缩短30%以上。

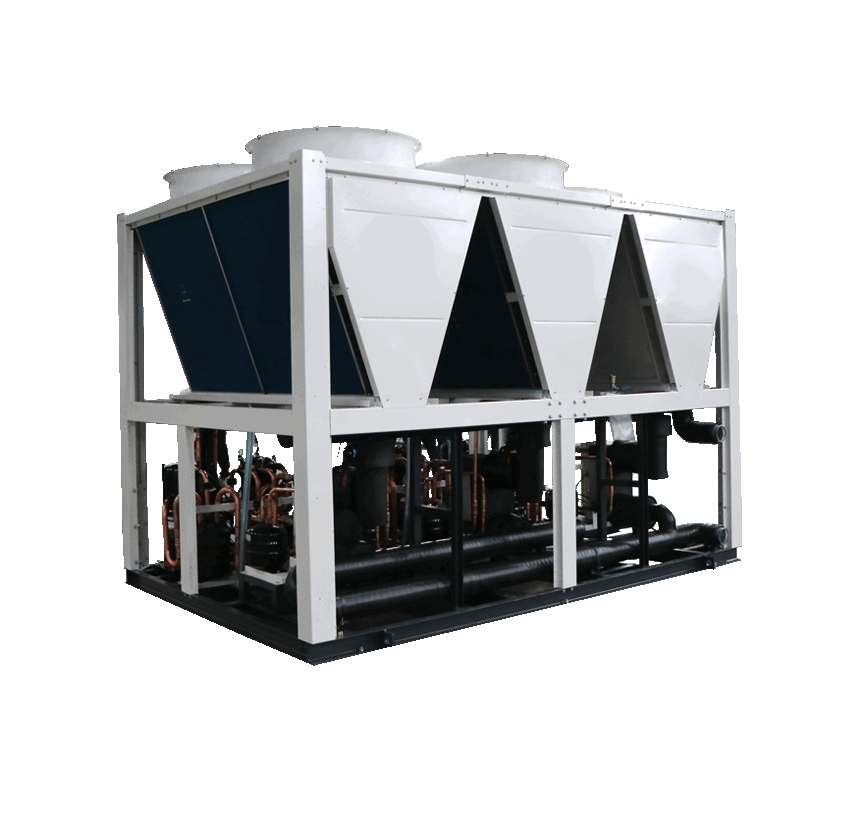
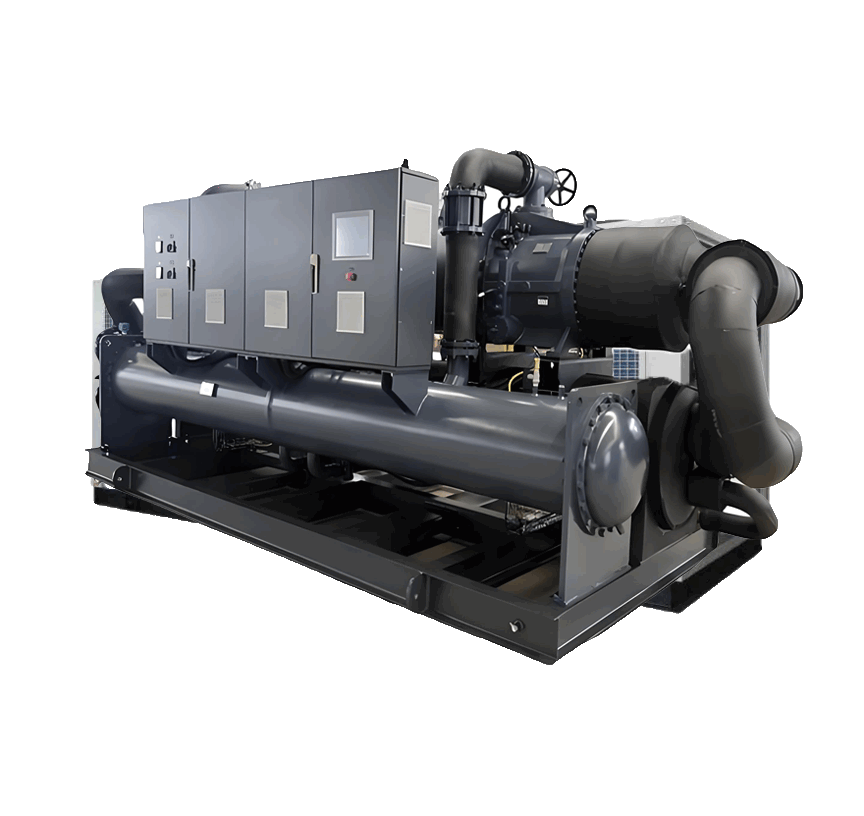
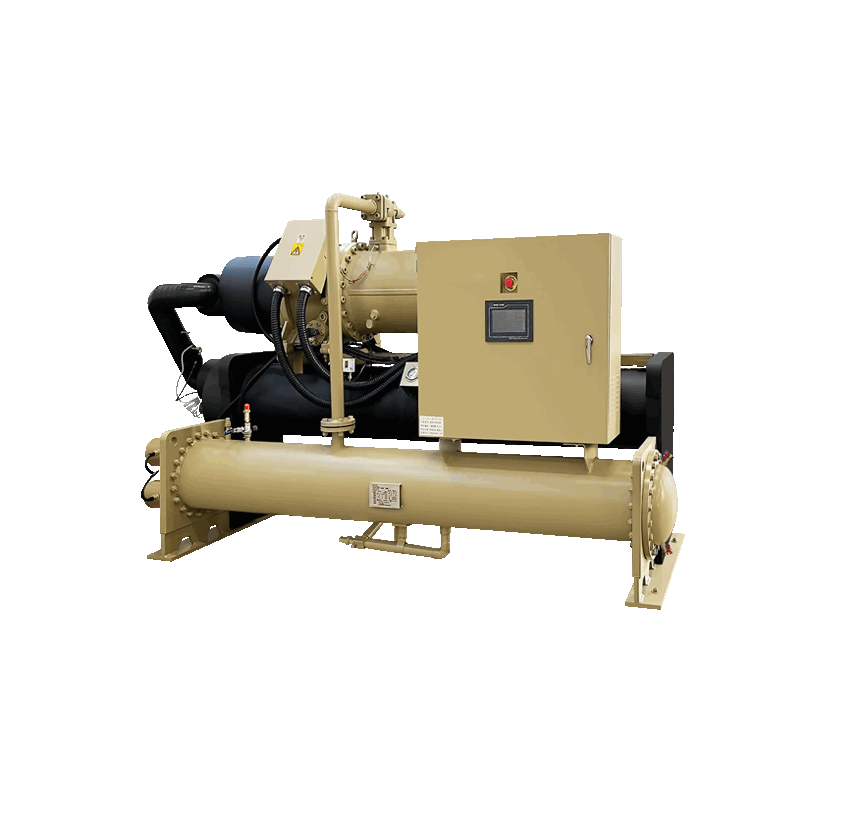
螺杆机组全周期维保要点
螺杆机组的全周期维保需贯穿设计、安装、运行及退役四大阶段。在设备选型阶段,应结合工况匹配压缩机功率与蒸发器容量,避免"大马拉小车"造成的能源浪费。安装调试时需重点校准油路循环系统与冷媒充注量,确保轴承润滑度与换热效率达标。运行阶段需建立振动分析、油液检测及红外热成像三重监测体系,通过频谱异常识别转子失衡或齿轮磨损等潜在故障。针对运行满8000小时的机组,建议实施联轴器对中校正与冷凝器管束高压冲洗,可降低30%以上非计划停机风险。退役评估环节需综合能效衰减率与维修成本曲线,科学制定设备更新周期。通过预防性维护与数字化管理工具的结合,可将设备使用寿命延长至设计寿命的1.3倍。
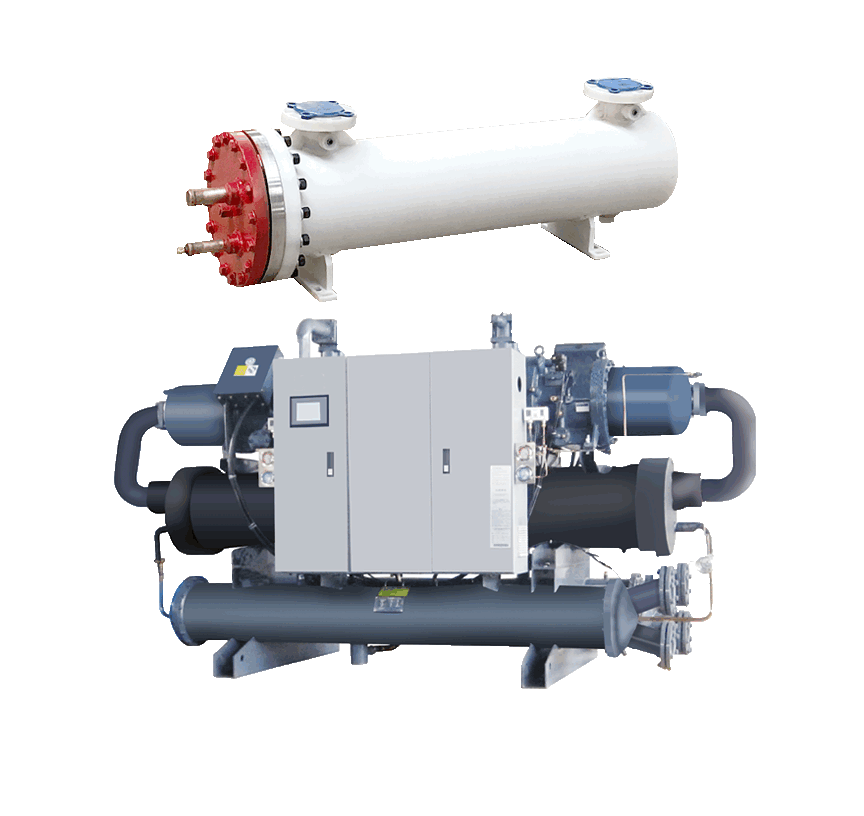
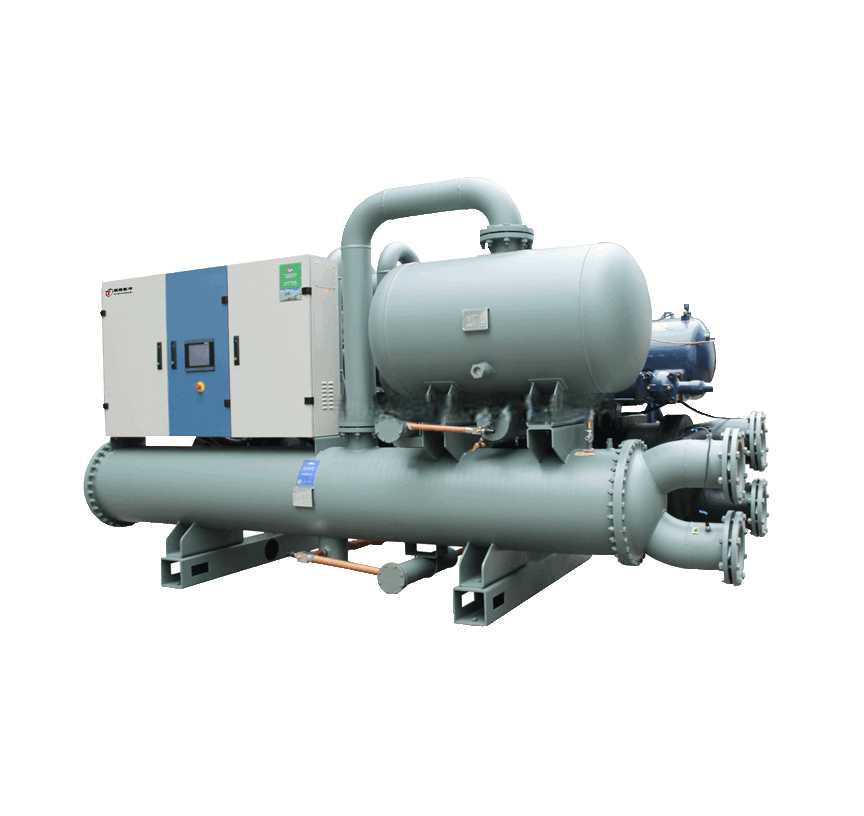
冷冻水系统腐蚀防控技术
冷冻水系统腐蚀主要源于电化学作用、微生物活动及溶解氧侵蚀,防控需构建多层次技术体系。在材料选择阶段,优先采用316L不锈钢、环氧树脂涂层管路等耐蚀材质,同时配合阴极保护装置抑制金属氧化反应。水质管理方面,通过自动加药系统精准控制缓蚀剂浓度(推荐使用钼酸盐与有机胺复配体系),并采用真空除氧设备将溶解氧含量稳定在0.1ppm以下。值得注意的是,微生物诱导腐蚀(MIC)可通过紫外线杀菌模块与氧化性杀菌剂交替处理实现双重抑制。
建议企业每季度进行管路壁厚检测与腐蚀产物分析,利用电化学工作站测量系统极化电阻值,动态调整防护方案。
对于已存在点蚀的区域,可采用高分子复合材料进行局部修复,配合涡流检测技术评估修复效果。智能监测系统的引入显著提升防控效率,例如在关键节点部署腐蚀速率传感器,实时数据通过LoRa无线网络传输至中央控制平台,实现腐蚀风险的量化评估与预警响应。

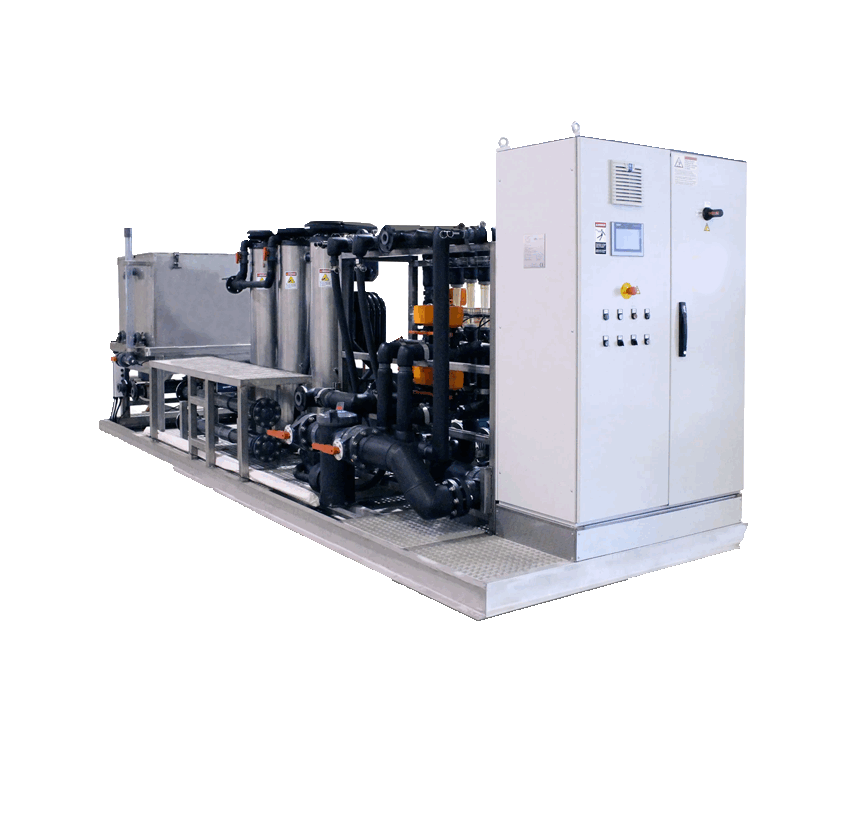
水垢清理与微生物治理方案
针对冷冻水系统常见的水垢沉积与微生物滋生问题,需采取多维度综合治理策略。在物理阻垢方面,可配置高频电子阻垢装置或磁化处理系统,通过改变水分子结构抑制碳酸盐结晶析出,同时结合自动排污阀实现沉积物动态清除。化学处理则需依据水质检测数据精准投放缓蚀阻垢剂,采用比例式加药泵与电导率传感器联动控制,确保药剂浓度维持在5-15ppm有效区间。对于微生物防控,建议采用紫外线杀菌模块与臭氧协同处理技术,其中UV-C波段照射可破坏细菌DNA结构,配合0.1-0.3mg/L浓度的臭氧水循环,能有效抑制军团菌等有害微生物繁殖。值得注意的是,系统管道内壁形成的生物膜需通过定期脉冲式化学清洗破除,采用季铵盐类杀菌剂与表面活性剂复配方案,可使生物膜剥离效率提升40%以上。实施过程中应同步部署浊度、ORP在线监测仪表,通过云端平台实时追踪水质参数变化趋势,为治理方案动态优化提供数据支撑。
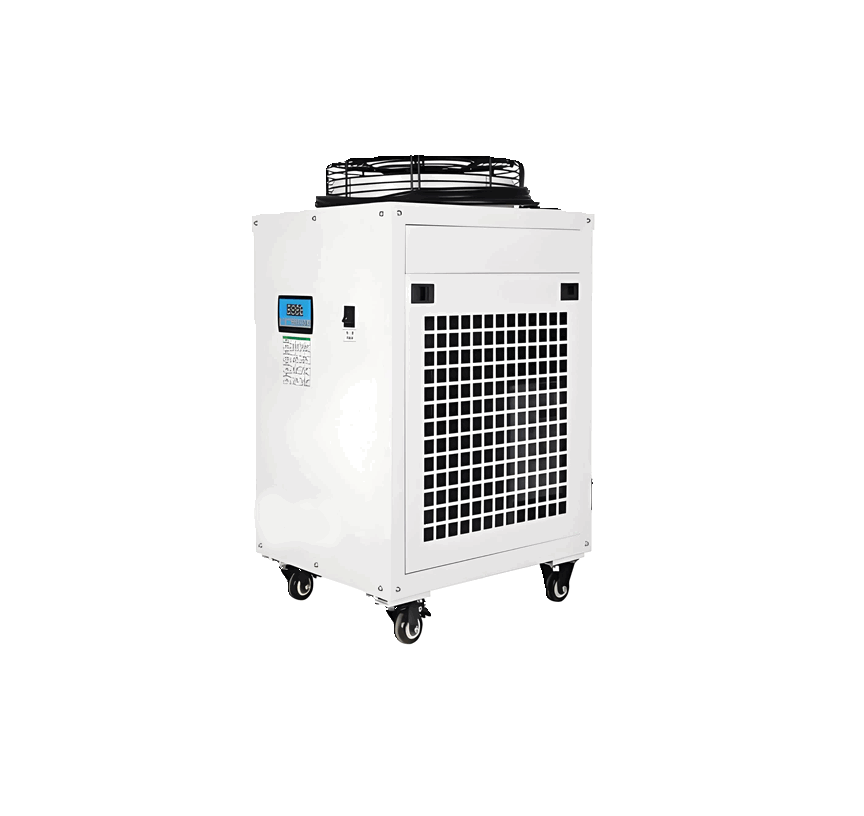
智能温控节能路径解析
现代冷冻水设备通过集成温度传感器与自适应控制算法,构建了动态温控体系。系统可依据末端负荷变化,实时调节压缩机运行频率与冷冻水流量,避免传统恒温模式下"大马拉小车"的能源浪费。以某制药企业案例为例,采用PID闭环控制系统后,冷冻水出水温度波动范围从±1.2℃缩减至±0.3℃,同步降低压缩机启停频次达42%。结合物联网技术搭建的云端监控平台,还能通过机器学习预测设备负载波动趋势,提前15-30分钟调整运行状态,使制冷机组始终处于最佳能效区间。值得关注的是,智能温控系统与变频驱动装置具有协同增效作用,在冷冻水流量调节过程中,两者联动可将泵组能耗降低18%-25%。此外,引入分区温控策略可根据不同工艺段的实际需求,实施差异化温度设定,进一步消除系统冗余制冷量。
变频改造降耗30%实证
工业测试数据显示,对冷冻水设备实施变频调速改造后,系统平均能耗下降幅度可达28%-32%。以某制药企业案例为例,原工频运行的螺杆冷冻机在80%负载工况下年耗电量约186万度,加装矢量控制变频器后,通过动态调节压缩机转速匹配实际冷量需求,全年用电量降至128万度,节能率达31.2%。值得注意的是,改造后冷冻水系统流量波动幅度缩小65%,有效缓解了管网压力震荡对末端换热设备的影响。监测数据还表明,变频运行使机组启停次数减少82%,显著降低了机械磨损与电磁冲击带来的维护成本,该企业三年内设备故障率同比下降47%,验证了能效提升与可靠性增强的双重效益。

物理阻垢装置升级策略
传统物理阻垢技术常面临过滤精度不足或磁场衰减问题,导致水垢沉积风险升高。当前升级方案聚焦高精度过滤与复合磁场协同作用,例如采用5μm级不锈钢滤网配合多级梯度磁场发生器,可拦截90%以上悬浮颗粒并改变钙镁离子结晶路径。部分企业引入超声波空化技术,通过高频振动破坏已形成的水垢结构,实测显示系统换热效率提升12%-18%。值得注意的是,新型装置普遍集成智能监测模块,通过电导率传感器与流量计实时评估阻垢效果,并将数据同步至云端管理系统。以某食品厂冷冻水系统改造为例,升级后水垢沉积率降低65%,循环泵能耗下降8.3%,验证了物理阻垢技术迭代对系统稳定性的强化作用。
化学药剂精准投放实践
在冷冻水系统运行过程中,化学药剂的科学管理直接影响设备防腐与能效表现。通过在线水质监测系统实时采集电导率、pH值及腐蚀速率等关键参数,结合算法模型动态调整缓蚀剂、阻垢剂的投加浓度,可避免传统经验式加药造成的药剂浪费或防护不足问题。某食品加工厂采用电磁计量泵与PLC联控方案后,药剂消耗量降低22%,同时管道内壁腐蚀速率从0.12mm/年降至0.03mm/年。在此基础上,通过建立药剂库存预警机制与云端数据追溯平台,运维团队可精准掌握药剂消耗规律,实现从被动维护到主动干预的转变。值得注意的是,该方案需与物理阻垢装置形成互补,并在不同水质条件下进行动态校准,以保障系统运行的稳定性与经济性。
云端监控延长设备寿命
云端监控系统通过物联网技术构建了冷冻水设备的数字孪生模型,实时采集压缩机电流、冷凝压力、冷冻水流量等128项运行参数。基于历史数据训练的AI算法可提前14天预判轴承磨损风险,相较传统人工巡检方式,异常识别准确率提升67%。某食品加工企业的应用数据显示,远程诊断模块成功将蒸发器结垢报警响应时间缩短至3小时内,配合自动清洗程序使换热效率稳定在92%以上。系统内置的振动频谱分析功能还能捕捉螺杆转子0.01mm级别的细微位移,通过动态调整负载分配避免设备过载运行。这种预测性维护模式与物理阻垢装置的智能联动,使关键部件的平均更换周期延长至42个月,较常规维保方案提升28%设备使用寿命。
结论
通过整合螺杆冷冻机全周期维保方案与冷冻水系统节能技术,企业可构建完整的设备效能管理体系。在腐蚀防控与水垢清理层面,物理阻垢装置与化学药剂的协同应用显著降低了管道损耗风险;而微生物治理方案的优化则从源头保障了水质稳定性。智能温控技术与变频改造的实证数据表明,设备运行能耗降幅可达30%以上,这一成果既依赖于硬件升级,也离不开云端监控系统对设备状态的实时反馈与策略调整。值得关注的是,不同场景下的节能路径需结合设备负载特性及环境参数动态适配,例如在低负荷时段优先启用变频模式,或通过历史数据分析优化药剂投放周期。这些实践不仅为冷冻水设备的长期稳定运行提供支撑,也为工业领域的绿色转型提供了可复用的技术框架。
常见问题
螺杆冷冻机频繁启停是否影响设备寿命?
设备频繁启停会加速机械部件磨损,建议通过智能温控系统优化运行逻辑,减少非必要启停次数。
冷冻水系统出现锈蚀如何处理?
需立即检测水质pH值及氯离子浓度,采用缓蚀剂+物理阻垢装置协同方案,并定期进行管道内壁超声波清洗。
化学药剂投放过量是否危害系统?
过量药剂可能引发二次污染,推荐安装自动加药设备,结合云端水质监测数据实现精准控制,误差率可降至±3%。
变频改造后如何验证节能效果?
通过对比改造前后3个月的电表数据,结合负载率与温差参数分析,典型案例显示年耗电量减少28%-35%。
云端监控系统能否预防突发故障?
系统可实时追踪压力、温度等12项核心参数,异常数据触发预警机制,故障响应时间缩短至15分钟内。