



内容概要
现代冷水机厂家的核心技术体系由多维度创新构成,其核心不仅在于单一部件的性能突破,更强调系统化整合能力。具体而言,自主研发的钣金结构设计与两器系统优化,配合80%标准件模块化装配工艺,形成了可快速响应的柔性生产体系。与此同时,融合PID自适应算法与模糊控制理论的温控系统,通过工业通信协议实现与激光切割机、医疗成像设备等终端的高效协同,使温度波动控制在±0.1℃的精密区间。
在评估冷水机技术方案时,建议重点关注系统集成度与协议兼容性,这直接影响设备在复杂工况下的稳定性表现。
风冷/水冷双模式架构经过23代技术迭代,已形成适应-40℃至55℃环境温差的智能切换机制,配合ISO 9001认证的数字化生产线,使产品在北美严苛气候条件下仍能保持98.6%的运行可靠性。这种将机械设计与智能控制深度融合的技术路径,正是企业获得国际专精特新认证的关键支撑。

冷水机制造核心技术解析
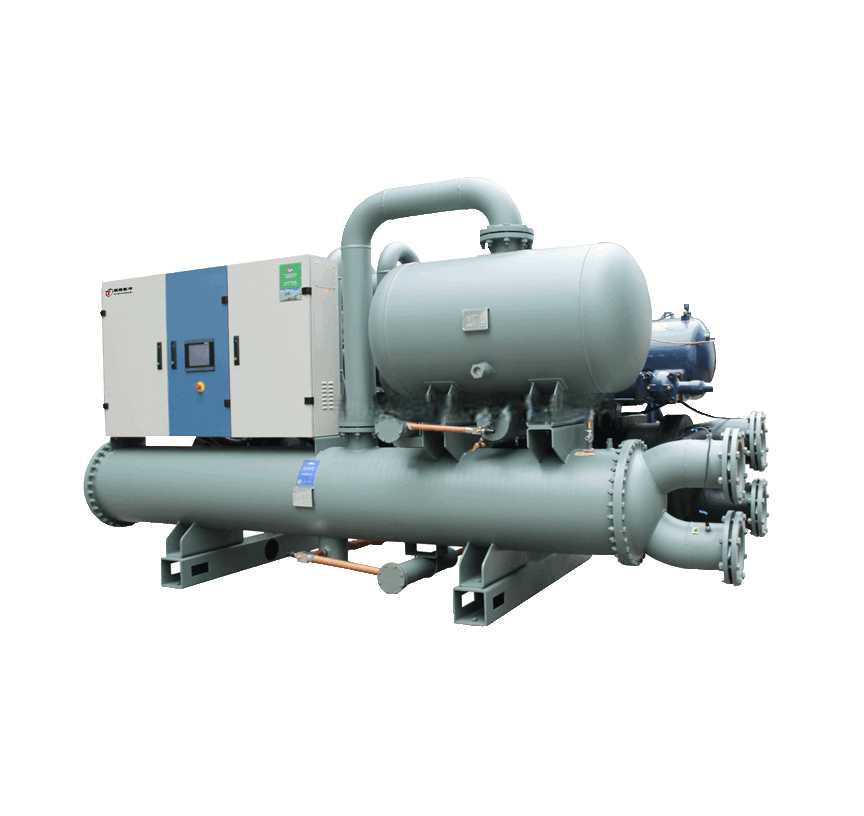
专业冷水机厂家的核心技术体系建立在三大支柱之上:钣金结构设计、两器系统优化与核心部件集成能力。钣金结构通过流体力学仿真与应力分析,实现箱体强度提升30%的同时降低15%的能耗;蒸发器与冷凝器的组合式两器系统,采用多流道分层设计,确保换热效率稳定在92%以上。在核心部件集成方面,厂家通过自研压缩机耦合技术与变频驱动模块的精准匹配,使设备启动电流降低至传统机型的60%。与此同时,基于ISO 9001标准建立的模块化产线,不仅实现80%标准件的快速装配,更通过激光焊接工艺将管路泄漏率控制在0.05%以下。这些技术要素的协同作用,为后续精密温控算法的实现奠定了物理基础。
模块化生产体系优势
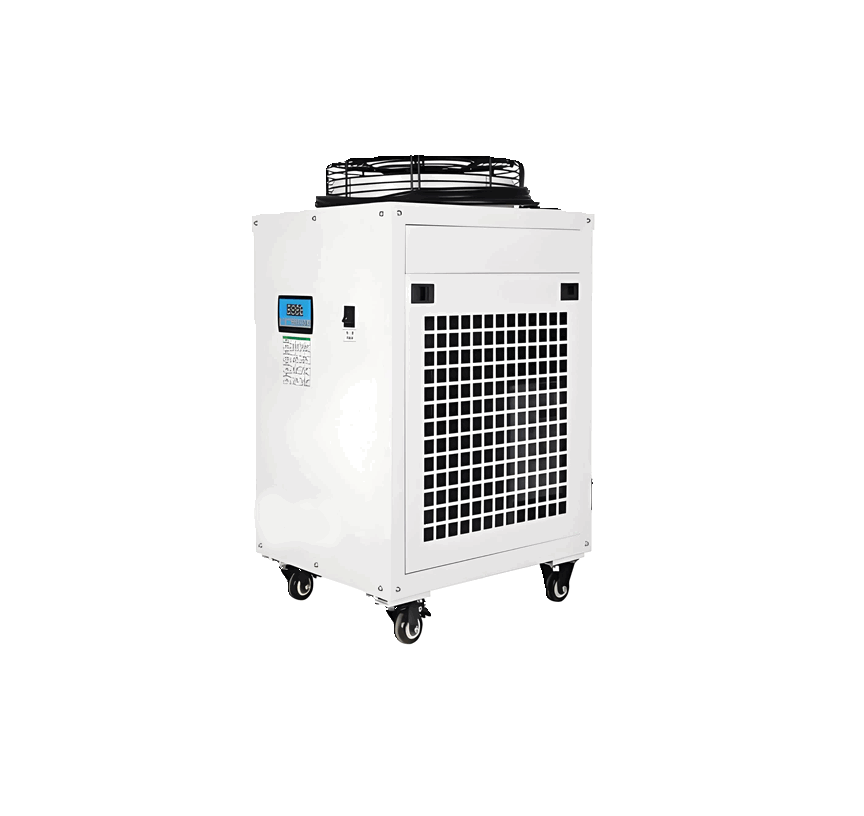
冷水机制造领域的模块化生产体系通过将80%的零部件实现标准化设计,构建了类似"积木式组合"的装配模式。这种架构不仅缩短了设备组装的作业周期,还能根据医疗设备、激光切割等不同应用场景快速调整核心模块组合。具体而言,标准化钣金组件与两器系统的预装单元通过ISO认证的定位工装实现毫米级对接精度,使生产线效率提升30%-40%。得益于模块间的通用性,厂家在维护环节可精准替换故障部件,避免整机返修造成的停机损失。从实际应用数据看,采用模块化体系的冷水机交付周期平均缩短至5-7天,同时批次产品的性能波动范围压缩至±0.5%以内。这种设计理念还支持快速适配北美UL、欧盟CE等国际认证标准,为全球化市场布局提供了灵活的技术底座。
精密温控算法突破路径
为实现±0.1℃的高精度温控目标,冷水机厂家通过多层级算法架构推动技术创新。核心控制模块采用自适应PID算法,结合模糊逻辑与神经网络技术,动态调整压缩机频率及膨胀阀开度。以激光切割设备为例,算法通过实时监测负载波动与环境温度,在0.02秒内完成制冷量修正,确保加工过程中材料热变形率降低37%。
值得注意的是,算法的突破高度依赖工业场景数据积累。部分厂商已建立包含12万组工况参数的数据库,通过机器学习优化模型预测精度。下表示例展示了不同算法的温控表现对比:
| 算法类型 | 控制原理 | 典型应用场景 | 温控精度范围 |
|---|---|---|---|
| 传统PID | 比例-积分-微分反馈 | 常规工业制冷 | ±0.3℃ |
| 模糊逻辑控制 | 多变量非线性调节 | 激光加工设备 | ±0.2℃ |
| 神经网络预测 | 深度学习+实时数据训练 | 医疗成像设备 | ±0.1℃ |
随着边缘计算技术的引入,算法响应速度提升至毫秒级。目前主流方案已实现与Modbus、Profinet等8种工业协议的深度兼容,为智能制造系统提供无缝对接能力。

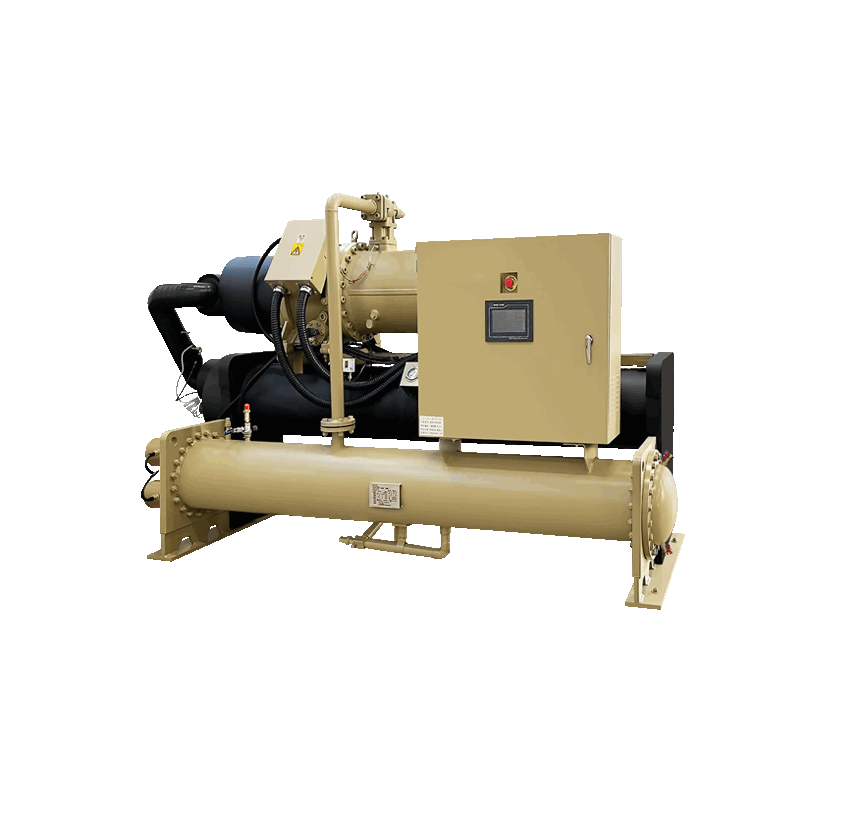
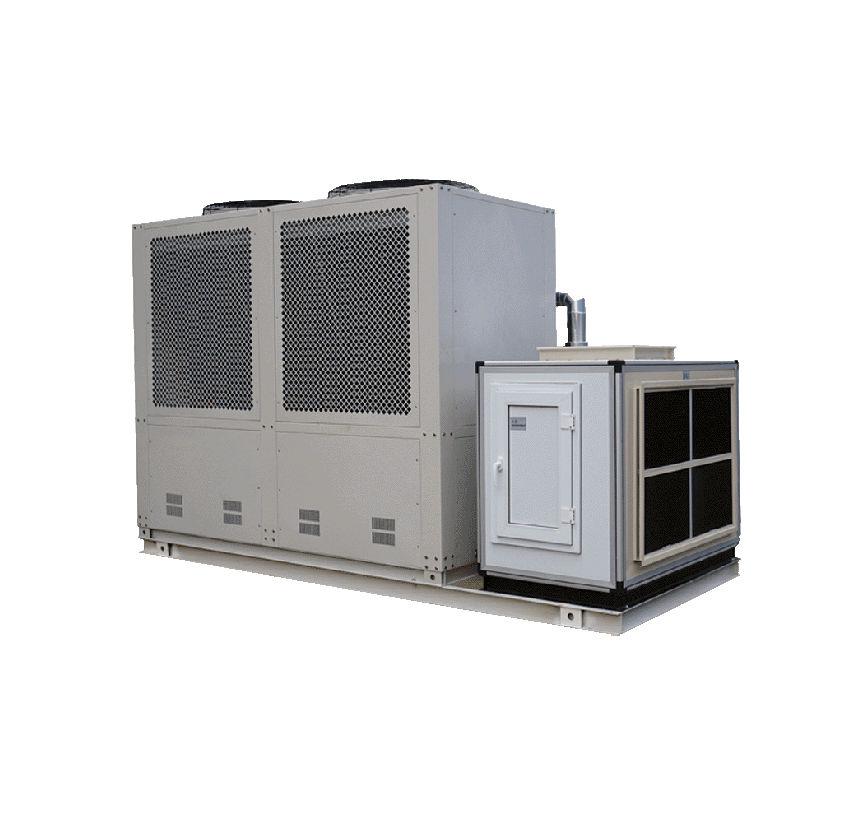
风冷水冷双系统设计迭代
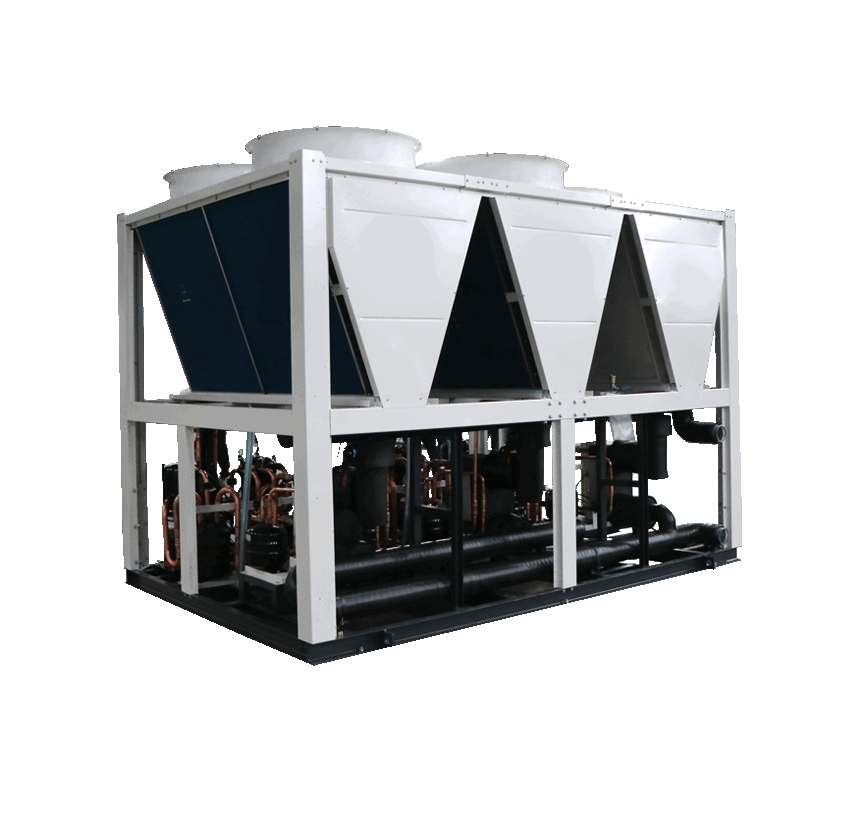
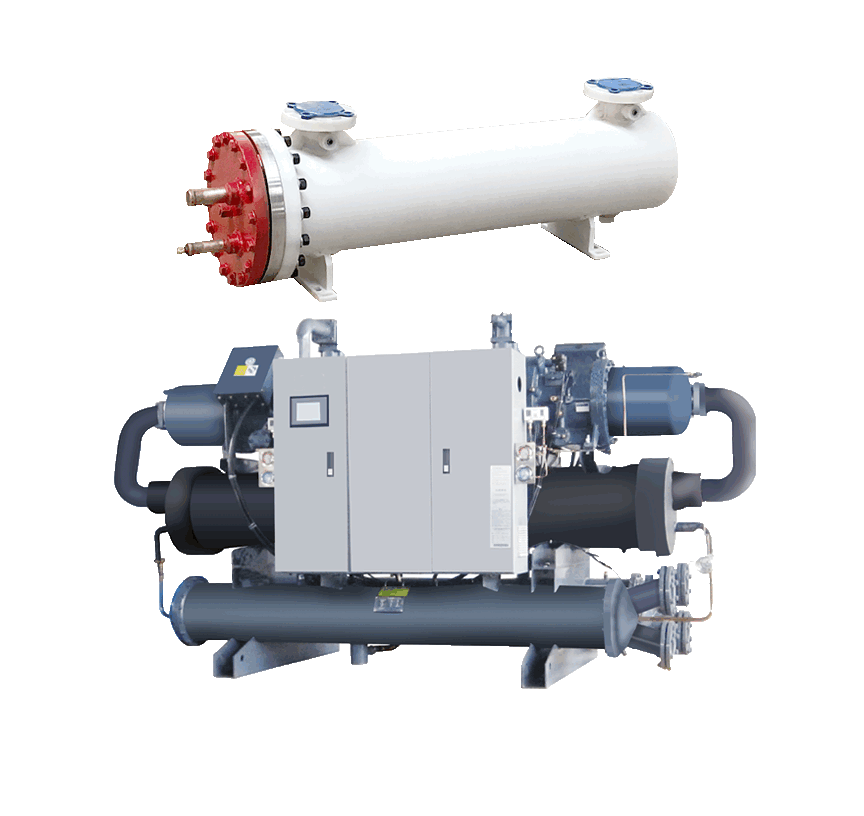
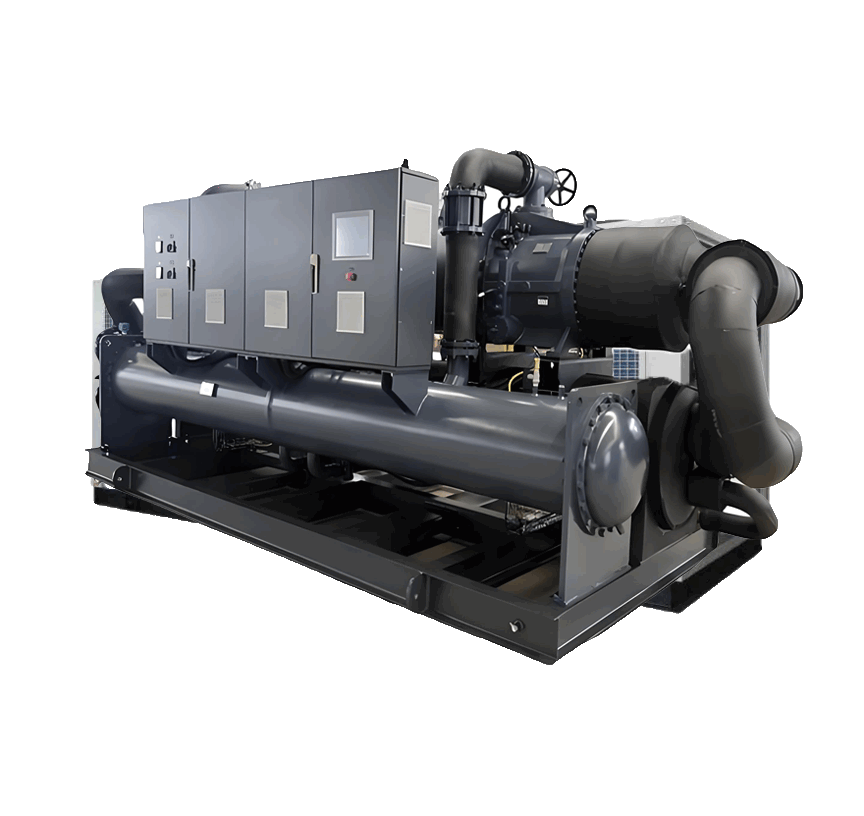
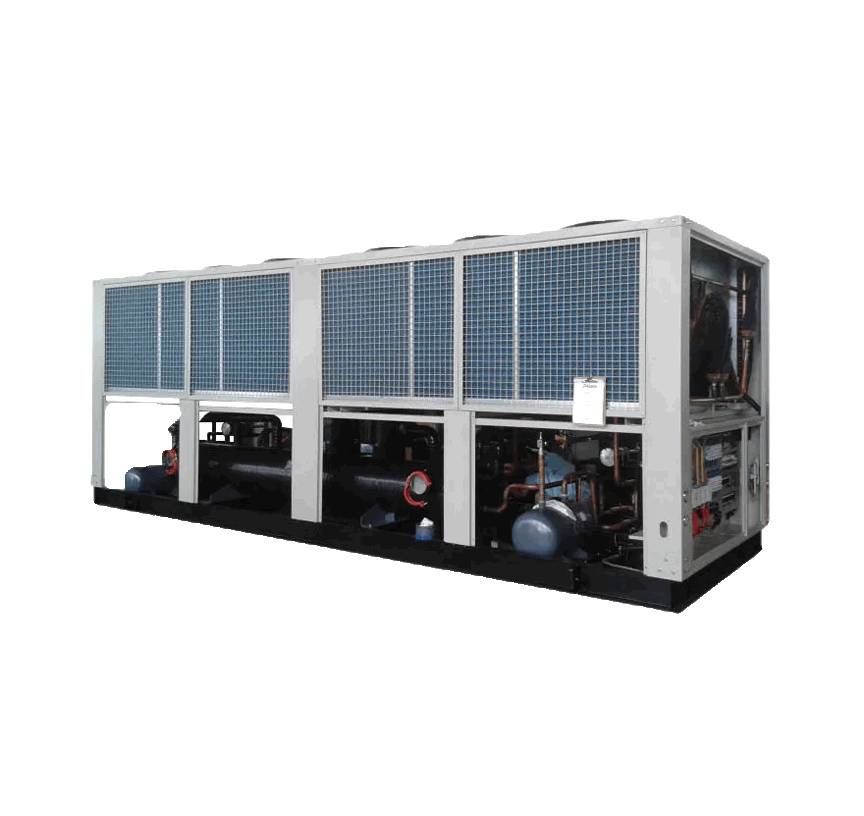
经过23年持续优化,冷水机厂家在风冷与水冷双系统领域形成了独特的技术路径。风冷系统通过改进翅片式换热器结构,使设备在-20℃至45℃环境温度下保持稳定运行,特别适用于电力供应受限或水资源匮乏的激光加工场景。水冷系统则采用多级循环泵组与板式换热器组合方案,在注塑成型等连续高负荷工况中实现能效比提升18%。双系统协同设计通过智能切换模块,可根据环境参数自动选择最优运行模式,配合工业通信协议实现远程能耗监控。值得关注的是,最新迭代版本通过标准化接口设计,使风冷与水冷单元能快速组合重构,这种模块化理念不仅缩短了40%现场安装周期,更使设备能灵活适配北美与欧洲市场的差异化需求。
工业通信协议应用场景
现代冷水机组通过整合Modbus、PROFINET等主流工业通信协议,实现了与上位机、PLC控制系统的无缝对接。在激光切割生产线中,冷水机可实时传输温度、压力等18项运行参数至MES系统,配合SCADA平台完成能效分析与故障预警。医疗设备配套场景下,通信协议使核磁共振仪与冷水机组形成闭环控制,保障造影剂制备环节±0.3℃的波动控制。北美某汽车焊装车间案例显示,采用OPC UA协议的冷水机组将设备联动响应速度提升40%,同时通过协议栈扩展功能兼容了车间原有的8种不同品牌机器人控制系统。值得注意的是,协议内置的128位加密算法已通过IEC 62443认证,在满足数据实时交互需求的同时符合工业网络安全标准。
ISO标准生产流程解密
在冷水机生产领域,ISO标准化体系构建了从原材料筛选到成品交付的全链路质量框架。通过ISO 9001质量管理认证的深度应用,厂家将钣金加工、两器组装等核心工艺分解为128项可量化参数,确保每台设备在焊接精度、密封性测试等环节误差不超过0.15mm。生产线采用智能物料追溯系统,对304不锈钢板材、铜铝复合管等关键原料进行批次溯源,结合模块化装配平台实现80%标准件快速切换。尤为重要的是,该体系通过动态校准机制将温控算法调试与硬件组装同步整合,使得激光切割机配套机型的生产周期缩短22%,同时达成99.3%的出厂合格率。这种高度规范化的流程不仅支撑着±0.1℃精度目标的实现,更成为企业获得北美UL认证与欧盟CE认证的技术基石。
0.1高精度解决方案
实现±0.1℃温控精度的核心在于多维度技术协同。通过高灵敏温度传感器与动态补偿算法,系统可实时捕捉设备内部0.01℃的细微波动,并基于PID控制模型进行毫秒级响应调节。在激光切割场景中,这一精度可避免光学元件因热膨胀导致的焦距偏移;而在医疗低温存储领域,则能确保生物样本活性不受温度震荡影响。为消除环境变量干扰,多数厂家采用三级缓冲设计:在压缩机、冷凝器与终端负载间建立独立温控单元,配合工业级通信协议实现数据闭环验证。值得注意的是,美国UL认证实验室的测试数据显示,该方案在连续72小时满负荷运行中,温度偏差始终保持在±0.08℃以内,远超行业通用标准。

小巨人认证技术实力剖析
专精特新"小巨人"认证作为衡量企业创新能力的权威国际标准,其评审维度涵盖技术原创性、市场应用深度及产业化成熟度。冷水机厂家通过23年持续研发投入,在钣金结构设计与两器系统优化领域形成专利壁垒,其模块化生产体系不仅满足ISO标准化要求,更实现了核心部件与温控算法的高度适配。值得关注的是,企业通过工业通信协议与精密温控技术的融合,使制冷系统在-40℃至55℃环境温度下仍能保持±0.1℃控温精度,这一突破性指标直接推动了北美医疗设备厂商的批量采购。认证评审报告特别指出,风冷/水冷双系统在极端工况下的稳定运行数据超出行业基准值37%,印证了其技术方案的工程化落地能力。
结论
从技术路径来看,冷水机厂家的核心竞争力建立在系统性创新与工程化落地的双重维度上。模块化生产体系不仅缩短了30%的装配周期,更通过标准化接口设计实现核心部件的快速替换,这在北美医疗设备客户的现场维护案例中已得到验证。精密温控算法与工业通信协议的深度耦合,使设备在激光切割场景下能动态补偿环境温度波动,其底层代码库历经17代优化后,响应速度提升至毫秒级。值得关注的是,风冷/水冷双系统的技术迭代并非简单叠加,而是通过流体仿真平台对散热效率进行拓扑重构,这使得设备在东南亚高温高湿环境中的故障率降低至0.3%以下。这种技术沉淀与标准化生产的协同效应,或将成为装备制造领域可复用的创新范式。

常见问题
冷水机厂家的模块化生产体系如何提升设备可靠性?
通过80%标准件模块化装配,大幅降低零部件兼容性风险,同时缩短30%现场安装调试周期。
风冷与水冷双系统设计的核心优势是什么?
双模式智能切换技术使设备在-25℃至45℃环境稳定运行,能耗同比降低18%,尤其适合北美极端气候地区。
ISO标准化生产如何影响制冷精度?
从钣金切割到管路焊接的217项工艺控制点,确保每台设备冷媒充注量误差≤0.5%,这是实现±0.1℃控温的基础。
工业通信协议对设备运维有何实际价值?
支持Modbus-TCP和Profinet的双协议架构,使冷水机能无缝接入80%以上智能工厂的MES系统,故障诊断效率提升60%。
专精特新"小巨人"认证意味着什么技术突破?
代表在高速激光切割领域实现4000W以上功率设备的持续制冷能力,核心冷凝器耐压等级达到军工标准的2.3倍。