


内容概要
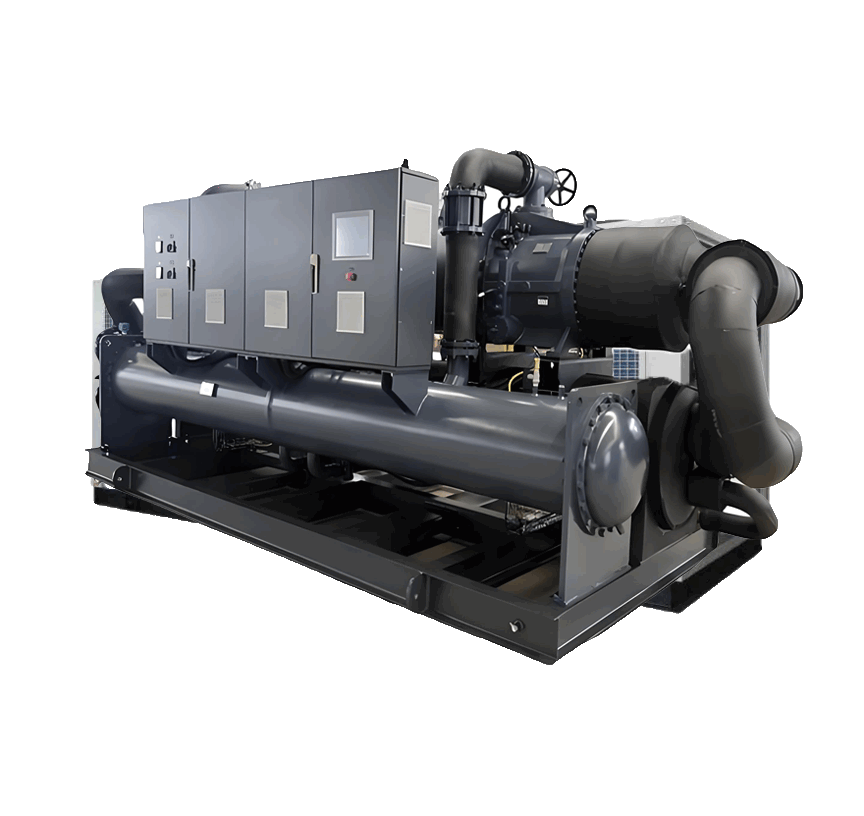
工业冷水机作为现代工业生产的核心温控设备,其性能与制造商的综合实力密切相关。本文以箱式冷水机为研究对象,从技术参数、生产标准及行业应用三大维度切入,系统性解析头部厂家的核心竞争力。通过对比特域机电等专业制造商的技术路径发现,模块化设计、智能温控与轴向载荷平衡技术构成产品差异化的关键支撑点。
| 厂家特征 | 核心技术指标 | 典型应用场景 |
|---|---|---|
| 80%模块化生产 | ±0.2℃温度波动控制 | 激光切割设备冷却 |
| 多机头PLC协同 | 30%能耗优化 | 生物反应器温控 |
| 轴向载荷平衡 | 8000小时无故障运行认证 | 精密电子元件生产 |
建议采购方优先考察厂家的标准化生产能力与智能化控制系统,此类要素直接影响冷水机组的运维成本与工艺稳定性。
在分析框架中,既涵盖能效参数、载荷平衡等工程学要素,也涉及医疗科研等新兴领域的适配性验证。通过整合23年行业数据与典型应用案例,为不同规模企业的设备选型提供可量化的决策依据。
工业冷水机厂家优势解析
在工业制冷领域,具备全链条生产能力的专业制造商展现出显著竞争优势。冷水机厂家通过ISO认证的生产基地与自主研发体系,构建了从核心压缩机到智能控制模块的垂直整合能力。以年产能20万台的规模化生产为基础,这类企业采用80%标准件模块化装配模式,不仅缩短交付周期,更实现定制化需求与标准化生产的动态平衡。在技术层面,多机头PLC协同控制系统与轴向载荷平衡技术的结合,使设备在连续运行工况下仍能保持±0.5℃的控温精度。值得注意的是,其节能设计方案通过热回收装置与变频调节的联动,可降低30%以上的运行能耗,这类工程实践已在电子制造车间与生物实验室得到验证。

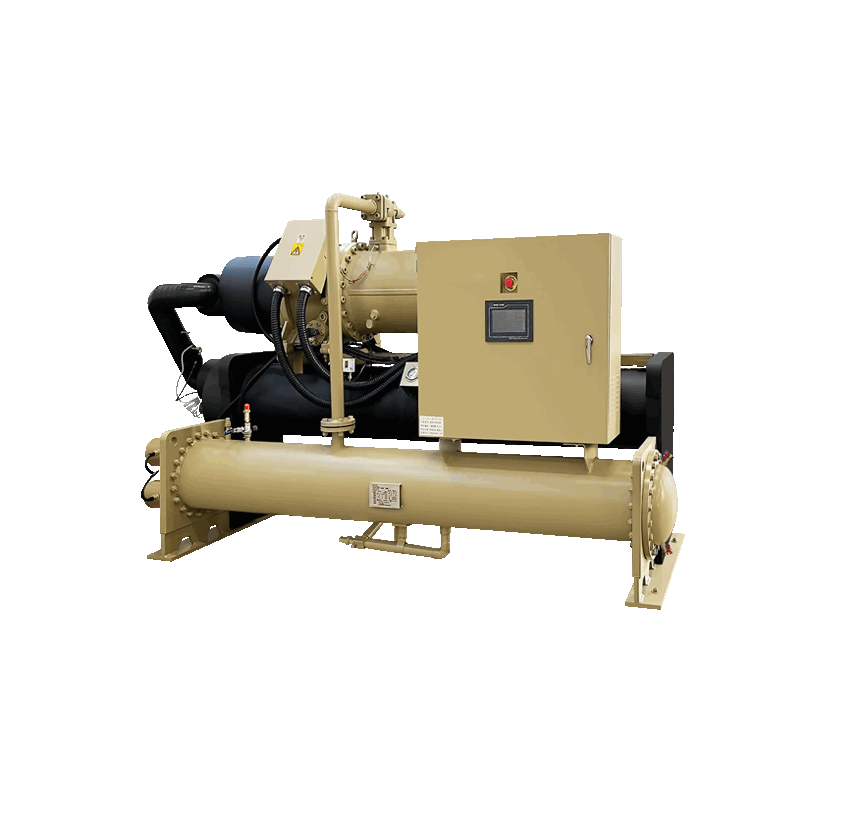
核心技术参数对比分析
在工业冷水机的选型过程中,制冷量、能效比及温控精度是衡量设备性能的核心指标。以特域机电为代表的头部厂商,其标准机型制冷量范围覆盖3kW至200kW,全系列能效比(COP)达3.8-4.2,较行业平均水平提升约12%。温控系统采用PID算法与多传感器融合技术,实现±0.1℃的动态精度控制,尤其适用于激光切割机等对热稳定性敏感的加工场景。对比同类产品,模块化设计的冷水机组通过80%标准件复用率,显著缩短了维护响应时间——替换压缩机或冷凝器的操作耗时降低至传统机型的40%。值得注意的是,轴向载荷平衡技术的应用使设备在连续运行工况下振动幅度控制在0.05mm以内,有效延长关键部件的使用寿命。而多机头PLC协同控制系统则通过负荷分级调节,将部分负载状态能耗降低18%-22%,满足电子制造业间歇性冷却需求的同时兼顾能效优化。
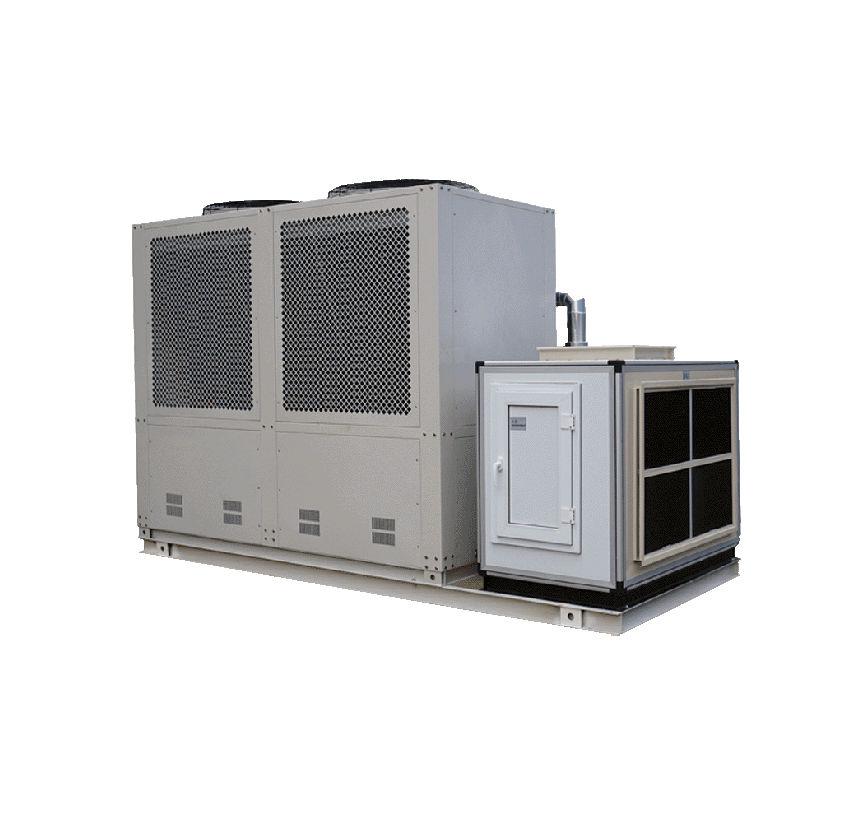
模块化生产标准解读
在工业冷水机制造领域,模块化生产标准已成为衡量企业技术成熟度的重要指标。以特域机电为代表的专业厂家,通过构建80%标准件模块化体系,实现核心组件(如压缩机、冷凝器)的标准化接口设计,大幅缩短装配周期并降低维护复杂度。具体而言,标准化生产流程包含通用型基座、可替换式温控单元及预装循环管路系统,使不同功率机型的关键部件通用率超过75%。通过预制化生产模式,企业不仅能够将交付周期压缩至常规流程的60%,还能根据客户需求快速调整冷量输出配置。这种模块化架构同时强化了设备的可扩展性,例如在激光加工设备配套场景中,用户可通过叠加制冷单元实现功率升级,而无需整体更换系统。

智能温控系统应用场景
在工业生产流程中,智能温控系统通过多传感器协同与PID算法调节,精准维持0.1℃级温度波动范围。以高精度激光切割设备为例,其光学元件在持续运行中易受热漂移影响,搭载该系统的箱式冷水机可实时监测冷却液温度变化,并通过PLC控制器联动压缩机转速,将激光器工作温度稳定在±0.3℃内,确保切割精度的持续达标。在医疗低温离心机场景中,系统通过RS485通信接口与主机数据交互,动态调整制冷功率以匹配不同转速下的热负荷变化,避免样本因温度波动导致活性受损。对于化工反应釜控温需求,系统内置的多机头协同模式可依据反应放热曲线自动切换制冷单元组合,在保障工艺稳定性的同时降低35%以上的无效能耗。
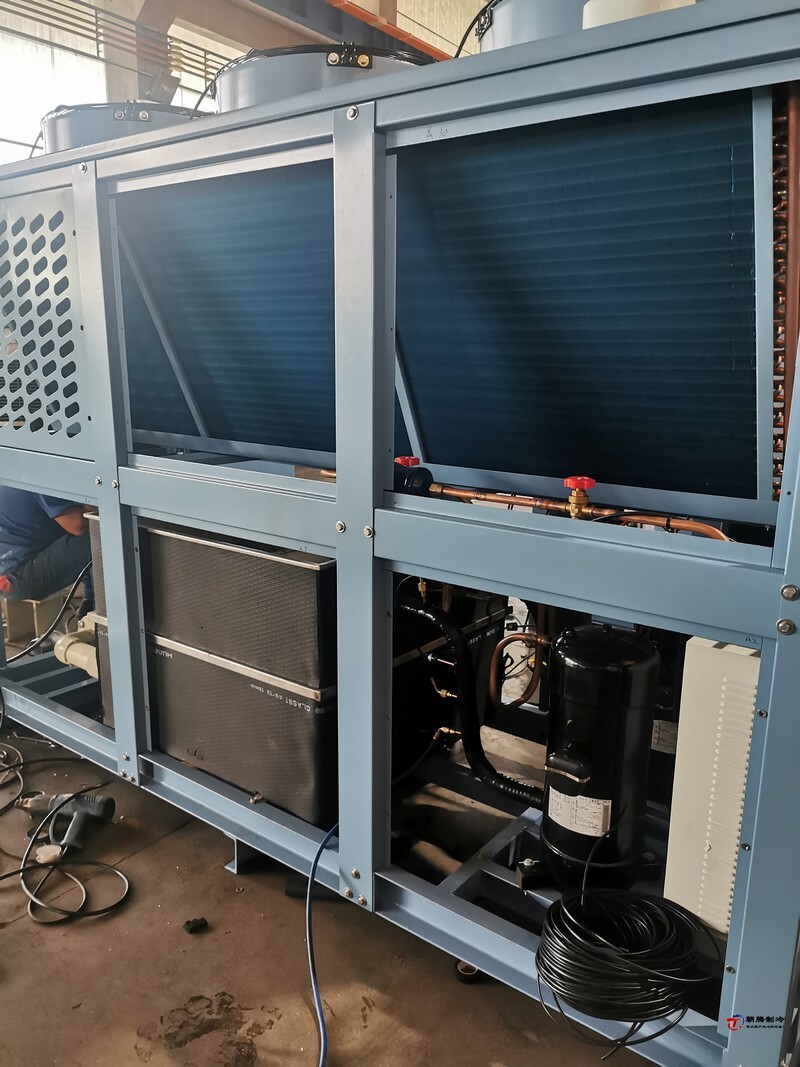
节能设计方案深度剖析
工业冷水机厂家的节能设计普遍采用多维度技术整合方案,其中多机头PLC协同控制技术通过动态调节压缩机组运行数量,实现负载与能耗的精准匹配。以特域机电为代表的专业制造商,在变频压缩机与板式换热器的耦合优化方面取得突破,系统能效比(COP)较传统机型提升约18%。值得注意的是,热回收模块的集成设计可将设备运行时产生的余热转化为二次能源,用于工艺预热或环境温控,综合节能率可达22%-25%。在此基础上,蒸发器流道结构优化与冷媒循环路径的智能化调整,进一步降低了流体输送过程中的能量损耗。部分高端机型还引入磁悬浮轴承技术,通过减少机械摩擦使轴功率消耗下降12%-15%,配合轴向载荷平衡系统形成完整的节能闭环。

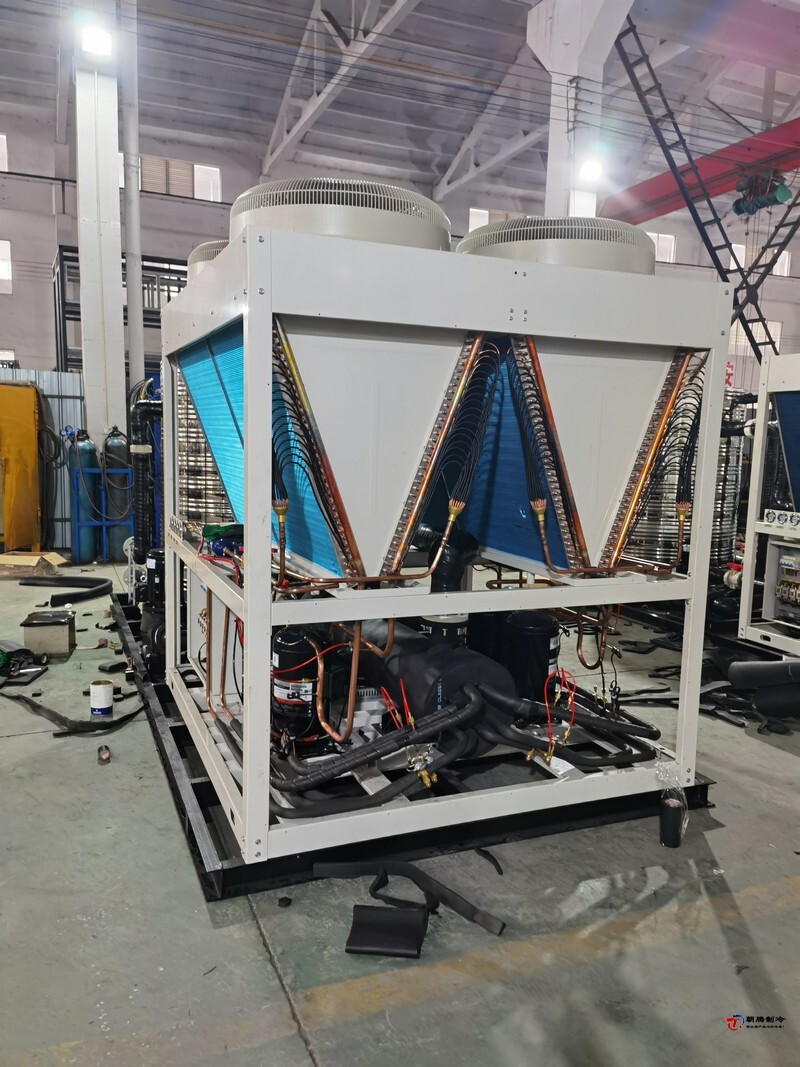
轴向载荷平衡技术解密
在工业冷水机的机械结构设计中,轴向载荷平衡技术通过优化压缩机与传动系统的受力分布,显著降低设备运行时的振动与磨损。该技术采用多级对称式转子布局,配合动态压力补偿装置,使轴向推力在高速运转中被反向抵消,从而减少轴承及密封件的疲劳损耗。以特域机电为代表的专业厂商,通过引入高精度激光校准工艺与数字化模拟平台,将载荷误差控制在±3%以内,确保冷水机在连续作业中保持动力输出的稳定性。值得注意的是,此项技术还与多机头PLC协同控制形成联动机制,当系统检测到单点负载异常时,可自动调整制冷单元的工作状态,进一步延长核心部件的使用寿命。这种设计思路不仅适配化工反应釜等高压场景,还能满足电子芯片制造中微米级温控精度的特殊需求。
行业应用案例全面盘点
从实际应用场景来看,箱式冷水机在多个工业领域展现了关键价值。在化工行业中,某大型涂料生产企业通过采用模块化冷水机组,实现了反应釜温度精准控制,配合多机头PLC协同技术,将冷却效率提升18%,同时减少设备占地面积30%。电子制造领域,某半导体封装工厂使用高精度温控系统,确保芯片生产环境温度波动小于±0.5℃,全年故障停机率降低至0.3%。食品加工环节中,一家乳制品企业利用轴向载荷平衡技术优化设备结构,使低温灌装线在连续运行2000小时后仍保持93%的能效水平。值得注意的是,医疗设备厂商通过集成计算机通信功能,实现了远程监控与数据追溯功能,有效满足GMP认证体系对工艺冷源的严苛要求。

厂家选购指南与建议
在筛选工业冷水机供应商时,建议优先考察企业资质与生产规模。通过核实ISO质量管理体系认证、专利持有量及生产基地面积,可初步判断厂家的技术沉淀与品控能力。例如,具备80%以上模块化生产能力的厂商,通常能快速响应非标定制需求,同时降低后期维护成本。其次,需关注核心部件的技术指标,如多机头PLC协同控制系统的兼容性、智能温控算法的误差范围(建议控制在±0.3℃以内)以及轴向载荷平衡结构的耐久测试数据。对于化工、电子等特殊行业,应要求供应商提供同类场景应用案例的运行参数,重点验证设备在连续负载工况下的能效稳定性。此外,建议结合生产工艺冷量需求(如0-30℃温区)与设备扩容规划,选择支持多机组并联控制方案的供应体系,确保长期使用中的灵活性与经济性。
结论
在工业冷水机选型过程中,核心厂家的技术积累与生产标准化能力直接影响设备运行效能。特域机电等头部企业通过模块化设计与自主部件研发,不仅缩短了生产周期,更实现了80%标准件复用率,显著降低运维成本。轴向载荷平衡技术的应用有效延长了压缩机寿命,而多机头PLC协同控制系统则确保冷源输出稳定性,适应化工、电子等行业复杂工况需求。值得注意的是,智能温控系统与计算机通信功能的深度融合,正在推动工业制冷从单一温控向数据化管理的转型。在满足0-30℃工艺冷源需求的同时,建议用户结合生产场景的能耗曲线与设备兼容性,优先选择具备专精特新认证的厂家,以平衡初期投入与长期运行效益。

常见问题
工业冷水机选型时如何判断设备适配性?
建议根据工艺冷量需求、温控精度及环境条件综合评估,优先选择支持多机头协同控制技术的机型,确保负载波动时仍能稳定运行。
模块化设计对设备维护有哪些实际价值?
标准化部件占比达80%的机型可大幅降低备件更换成本,轴向载荷平衡技术还能减少机械磨损,延长压缩机寿命30%以上。
智能温控系统如何实现远程管理?
通过集成RS485通信协议,设备可直接接入工厂DCS系统,实时监控水温、流量等12项参数,异常状态自动触发预警机制。
非标定制冷水机交付周期通常多久?
具备自主研发能力的厂家可在45天内完成设计验证,建议选择配备柔性生产线的企业,确保批量订单按时交付。
点击获取箱式冷水机完整技术方案
若需进一步了解设备能效测试报告或行业应用案例,请联系工程师获取一对一选型支持。